Cерийный номер: FMHP.128.24°.12
Место происхождения: Аньхой, Китай
Торговая марка: FABMAX
Продукция: инструменты для плющения
Гарантия: 2 года
HRC: 47°±2°
материал:42CrMo
Цвет: Металлик
Допуск: 0,02 мм
Минимальное количество для заказа: 1 комплект
Длина: 835 мм
Выбор длины: вся секция 835 мм, сегмент 835 мм
(В соответствии с потребностями клиента, можно настроить специальные сегментированные размеры)
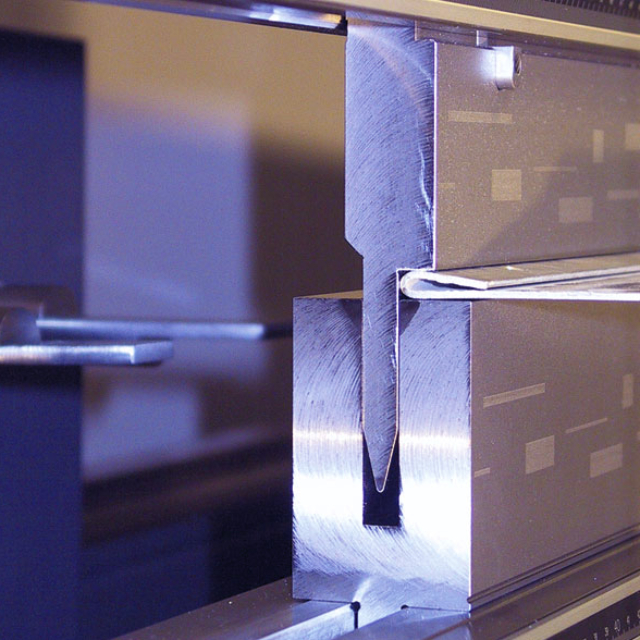
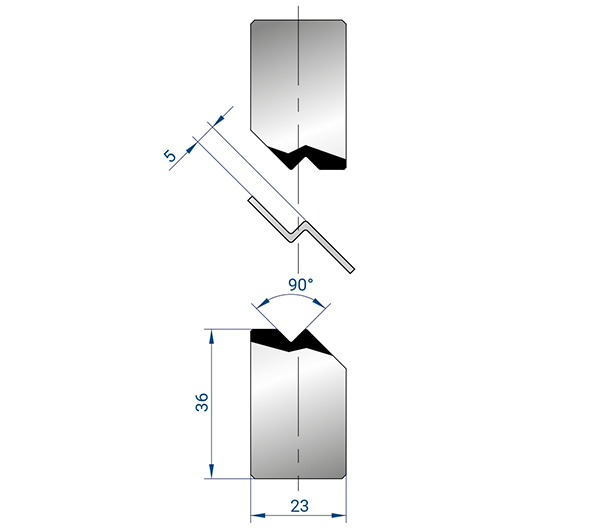
Свяжитесь с намиОбжимной штамп - это специальный инструмент, используемый в работе гибочного станка для создания обжимного края на деталях из листового металла. Обжимка - это процесс складывания края одного листа бумаги на другой, создавая гладкий край двойной толщины. Эта техника широко используется в автомобильной промышленности для производства таких конструктивных элементов, как двери, капоты и крышки багажника.
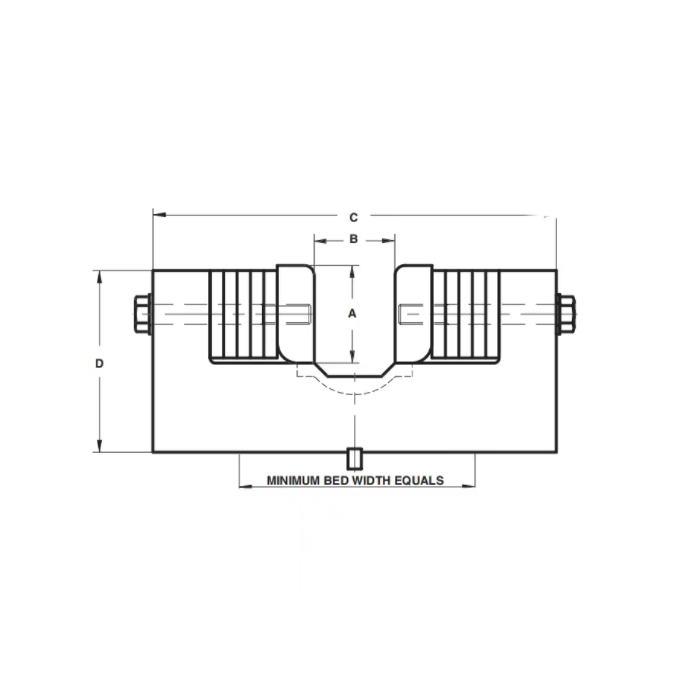
Обжимной штамп обычно состоит из верхнего штампа и нижнего штампа с определенным профилем, который создает желаемый обжимной край при сгибании листа между ними. Верхний штамп обычно имеет фальцовочное лезвие или приспособление, которое загибает край листа на нижележащий материал, а нижний штамп обеспечивает поддержку и направление во время процесса гибки.
Обжимные матрицы выпускаются в различных конфигурациях, чтобы соответствовать различным толщинам материалов, углам изгиба и геометрии деталей. Как правило, они изготавливаются из высокопрочной инструментальной стали, способной выдерживать усилия, возникающие при изгибе, и сохранять точность в течение долгого времени.
Внедрение оснастки с прокатанными кромками в оснастку гибочных станков произвело революцию в производстве деталей из листового металла, особенно в таких отраслях, как автомобилестроение, где жесткие допуски и высокое качество отделки поверхности имеют решающее значение. Включив в процесс гибки кромки, производители могут изготавливать детали с бесшовными кромками и улучшенной структурной целостностью, что улучшает внешний вид и эксплуатационные характеристики конечного продукта.
В целом, обжимные штампы являются важной частью оснастки гибочных станков, предназначенной для создания обжимных кромок на деталях из листового металла. Их применение позволяет производителям добиваться точных и стабильных результатов при обжиме, способствуя производству высококачественных и долговечных деталей в различных отраслях промышленности.
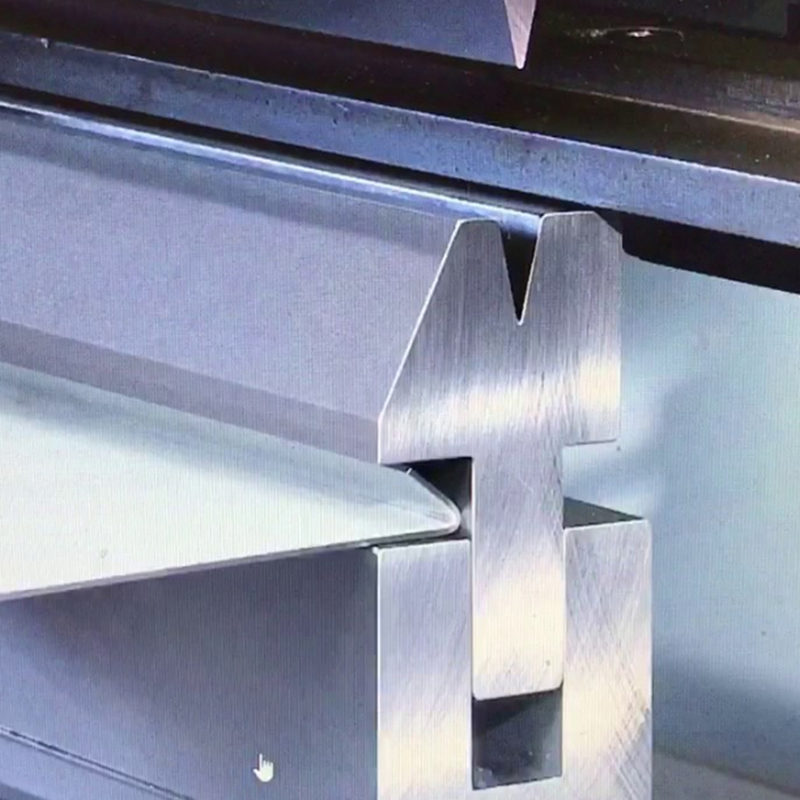
Пресс-форма гибочной машины - это вспомогательный инструмент, используемый гибочной машиной для формирования листа и его обработки.Этот вид инструмента состоит из различных частей, а различные пресс-формы состоят из различных частей и форм.Изменение формы изделий из материала (в основном листового металла) происходит главным образом за счет изменения физического состояния формующего материала под действием давления гибочной машины, что позволяет изделиям из материала приобретать нужную нам форму.
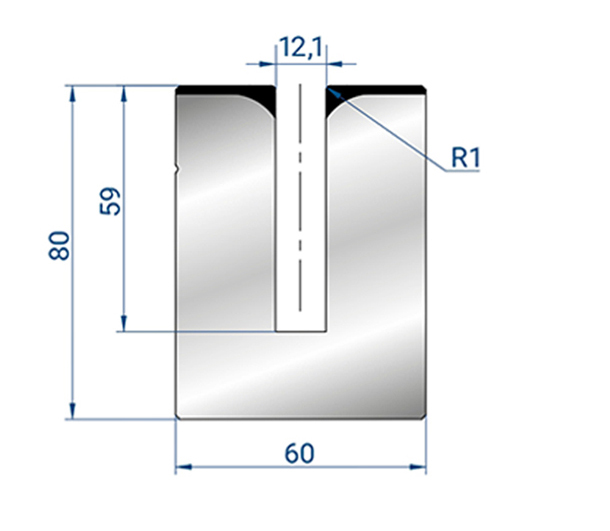
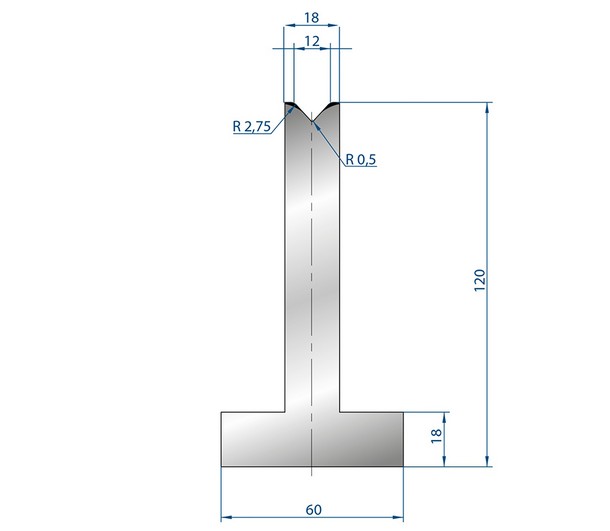
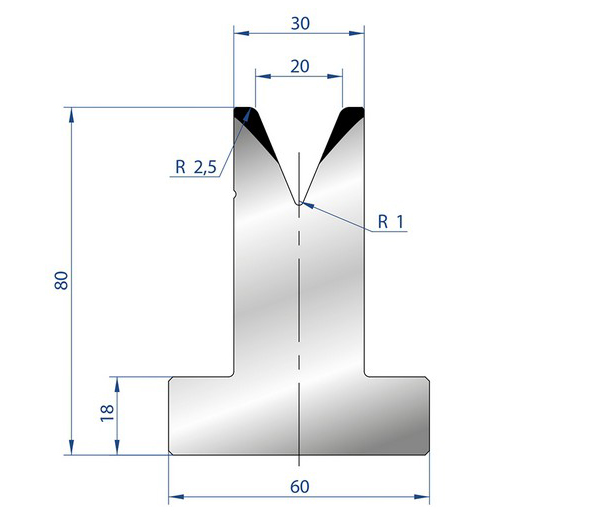
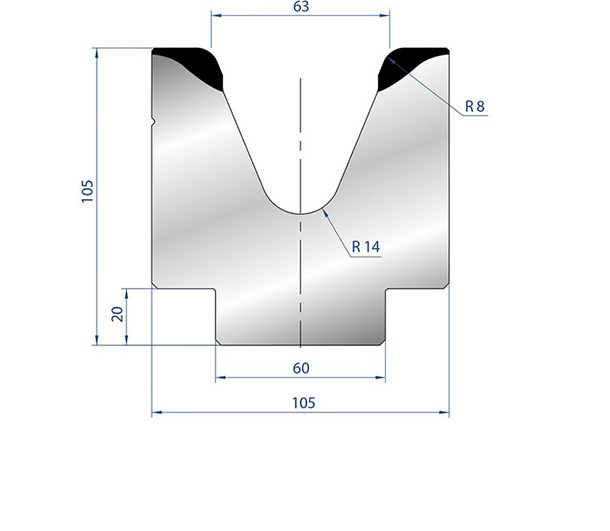
В зависимости от количества канавок в пресс-форме нижнюю форму гибочной машины можно условно разделить на одинарную V-образную форму, двойную V-образную форму и много-V-образную форму.То есть на поверхности пресс-форм с одинарным и двойным V-образным сечением, которые очень распространены в гибочных станках с ЧПУ и отличаются высокой точностью, имеется только одна или две формовочные канавки.Поскольку он имеет фиксированный эталон, мы также называем его концентрической формой, которую можно заменить по желанию.Нижняя форма multi-V в основном представляет собой квадратную форму с несколькими канавками на четырех поверхностях и различными размерами.Преимущество заключается в том, что в пресс-форме имеется множество канавок, которые могут адаптироваться к изгибу пластин различной толщины.
В настоящее время, с непрерывным развитием общества, требования к продукции также постоянно совершенствуются, различные требования к гибке готовых изделий и материалов также постоянно совершенствуются, и нижняя форма гибочной машины также постоянно совершенствуется.Встраиваемая нижняя форма, нижняя форма без углублений и нижняя форма с регулируемым открыванием широко используются во всех сферах жизни.
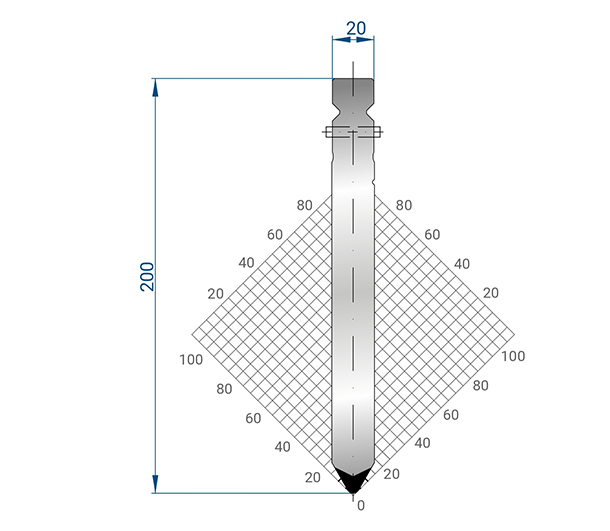
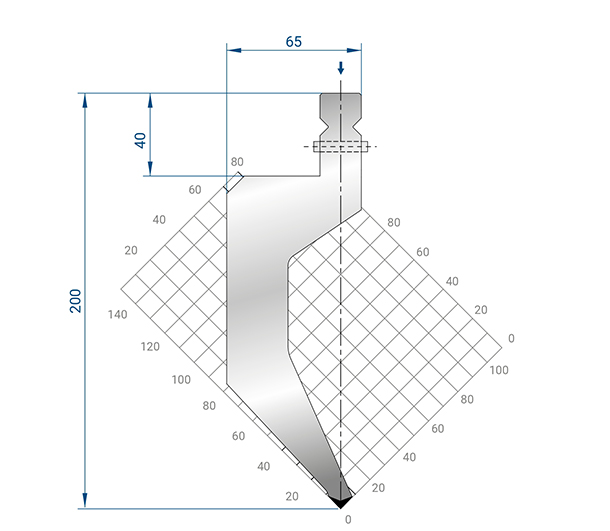
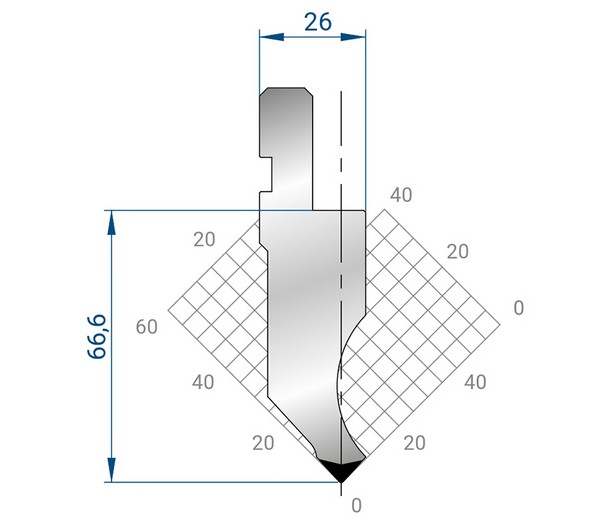
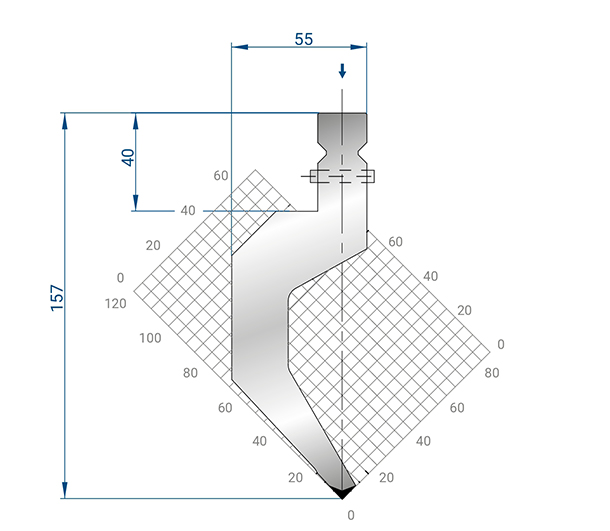
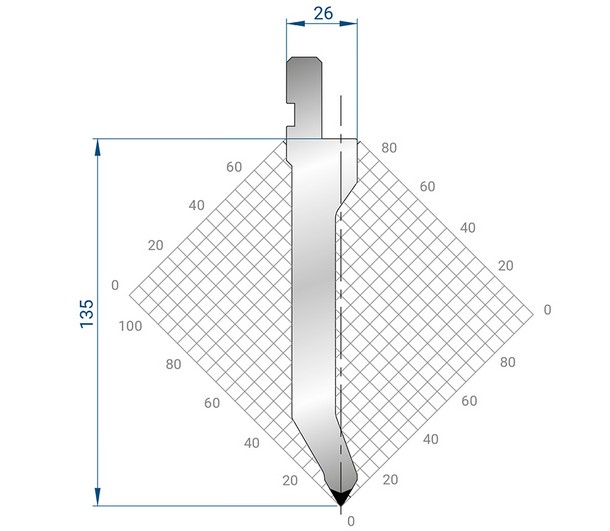
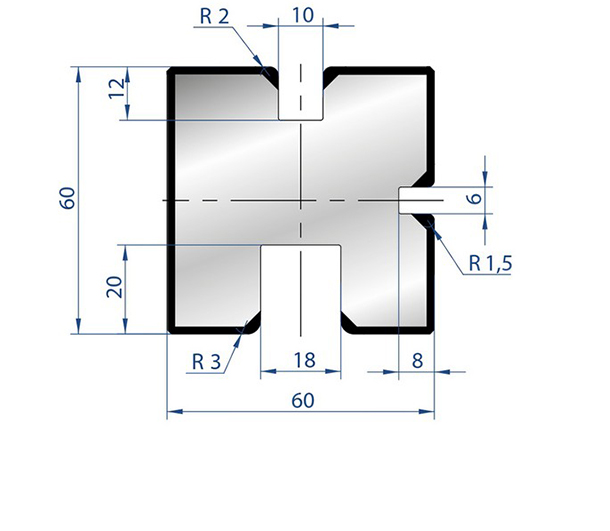
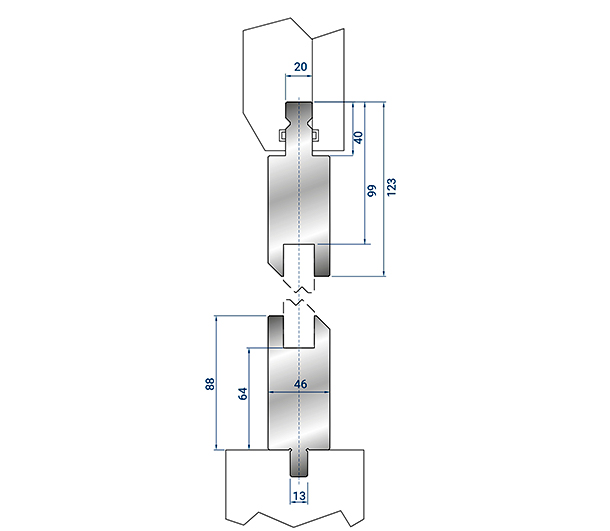
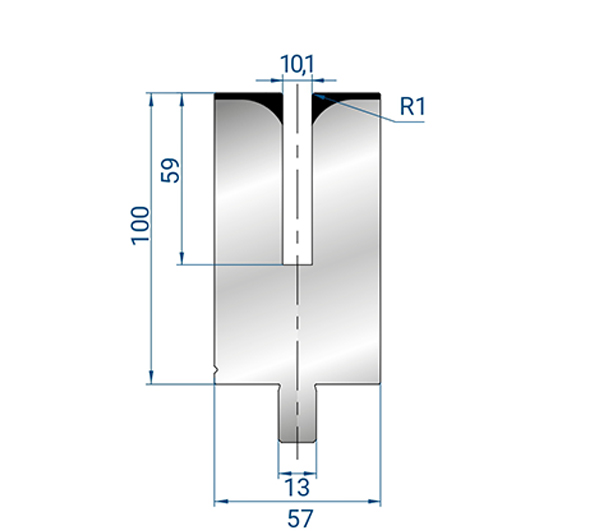
Технические параметры:
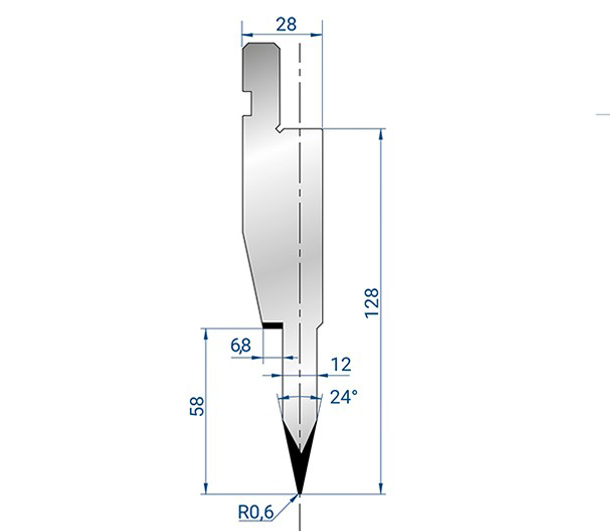
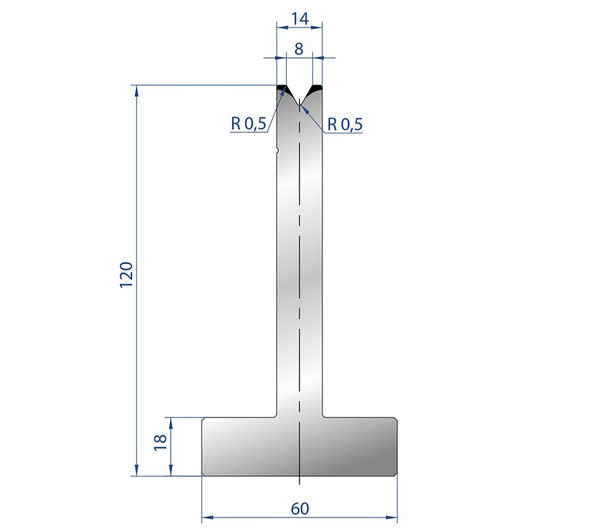
Тип: Инструмент «Сгладить»
Рабочая высота: 158 мм ±0.1 мм
Ширина монтажного паза: 13 мм (стандарт EURAL)
Радиус кромки ручья: R0.6 мм
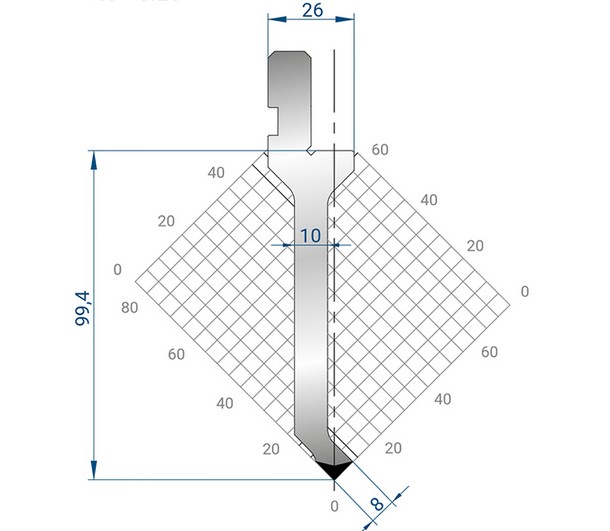
Угол раскрытия: 24° (оптимальный для тонколистовой гибки)
Материалы и обработка:
Основной материал: инструментальная сталь 42CrMo (DIN 1.7225)
Твердость: 52-54 HRC
Термообработка: вакуумная закалка + двойной отпуск
Финишная обработка: прецизионное шлифование с допуском ±0.02 мм
Покрытие: черное оксидирование (толщина 5-8 мкм)
Эксплуатационные характеристики:
Рекомендуемая толщина материала:
Мягкая сталь: 0.8-3.0 мм
Нержавеющая сталь: 0.6-2.5 мм
Алюминий: 1.0-4.0 мм
Максимальное давление: 120 тонн/метр
Рабочая температура: от -20°C до +150°C
Средний ресурс: 300,000-500,000 циклов гибки
Конструктивные особенности:
Усиленная геометрия профиля для минимизации упругой деформации
Оптимизированный радиус R0.6 для предотвращения маркировки материала
Полированные боковые поверхности (Ra 0.4 мкм) для снижения трения
Симметричная конструкция для двустороннего использования
Совместимость:
Подходит для прессов: Trumpf, Amada, Bystronic, LVD, Durma
Соответствует стандартам: ISO 8978, DIN 55220
Варианты исполнения: стандартное, антивибрационное, для нержавеющих сталей
Требуемое усилие прессования при воздушной гибке на 90°, усилие в тоннах/метрах.
В таблицах ниже указан соответствующий тоннаж для воздушной гибки мягкой стали.
Усилие гибки для других металлов:
| Мягкий алюминий | Тонн на единицу длины x 50% |
| Алюминиевые сплавы термообработанные | Тонн на единицу длины x 100% |
| Нержавеющая сталь | Тонн на единицу длины x 150% |
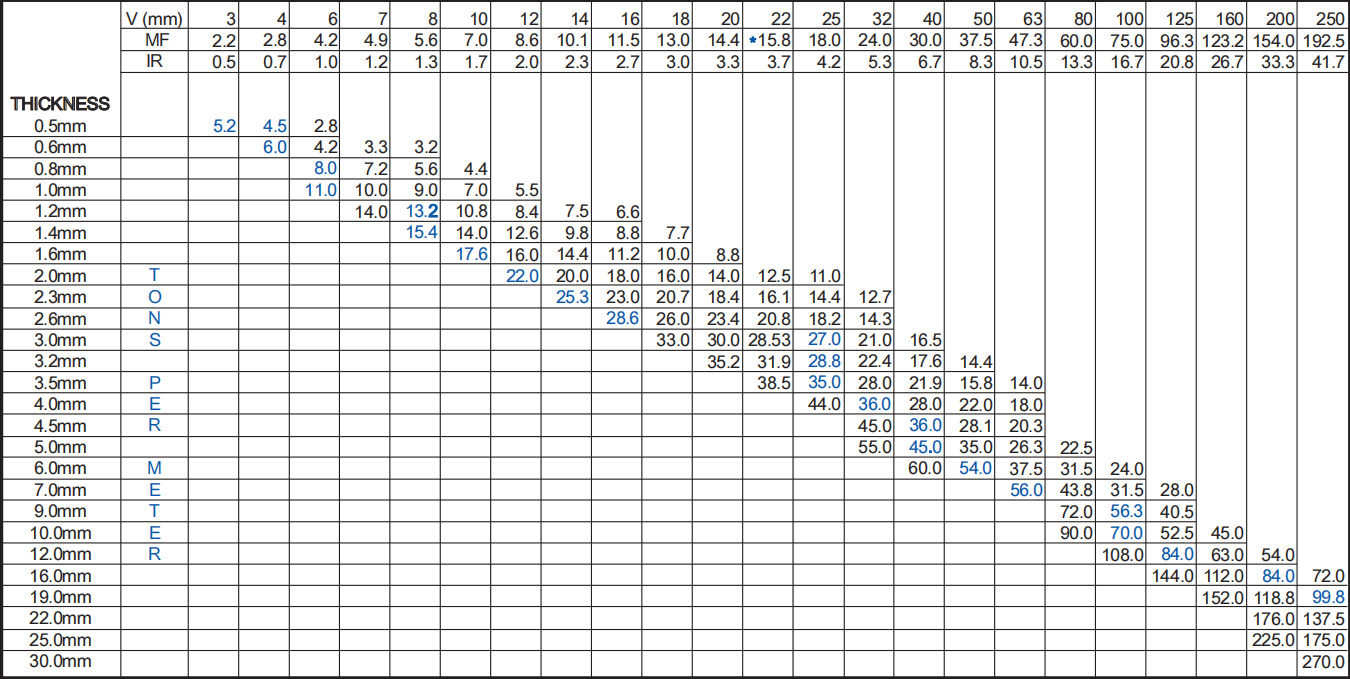
| Material thickness “S” | 0.5-2.5mm | 3-8mm | 9-10mm | > 12mm |
| Bottom tool opening “V” | 6×t | 8×t | 10×t | 12×t |
| Aluminium | Rm=300N/mm2 | F=F( Гибочный стол /table)x0.65 | ||
| Mild steel | Rm=420N/mm2 | F=F( Гибочный стол/table)x0.65 | ||
| Stainless steel | Rm=700N/mm2 | F=F( Гибочный стол /table)x1.60 | ||
Determination of the bending force for air bending(reference data)
F=Rm*t2 /V×(1+4*t/V)
Conversion:Rm=tensile strength in N/mm2 10N≈1Kg 10kN≈1t
| Quantity(sets) | 1 | 2-100 | >100 |
| Lead time (days) | 10 | 25 | To be negotiated |
Заказ:
Минимальный заказ составляет 20,00 долл. США.
Специальные заказы:
Все специальные заказы не подлежат отмене, возврату и возмещению.
Условия оплаты:
Срок действия — 10 дней. Цены по каталогу могут быть изменены без предварительного уведомления.
Фрахт:
Заказы отправляются на условиях FOB с нашего производственного предприятия. (Международные перевозки осуществляются по правилам Инкотермс: Ex Works).
Отмена заказа:
В случае отмены заказа будет взиматься дополнительная плата для покрытия расходов на рабочую силу и материалы.
Возвращаемые материалы:
Ко всем продуктам, возвращаемым в счет погашения задолженности, будет применяться сбор за обработку/пополнение запасов. Номер разрешения на возврат и инструкции по доставке должны быть получены заранее, прежде чем товар можно будет вернуть.
Претензии:
Все претензии или претензии по нехватке продукта должны быть поданы в течение 30 дней с даты выставления счета.