2025-04-07
Ответ: Это очень простая деталь, даже если вы работаете с очень жесткими допусками. Ваш k-фактор должен быть хорош для расчета величины удлинения, будь то вычет изгиба (BD) или допуск изгиба (BA). Поскольку у вас есть проблемы с постоянством с этими деталями, я предполагаю, что вы их формуете воздухом.
В связи с этим я также думаю, что ваши операторы выбирают инструмент, который они используют для формования этих деталей. В таком случае размер 1,138 дюйма для линии изгиба не всегда будет верным, поскольку ширина штампа сильно влияет на внутренний радиус изгиба. Как вы, скорее всего, знаете, если вы изменяете внутренний радиус изгиба, вы изменяете BA и BD, и ваши детали не будут такими точными или повторяемыми, какими они могли бы быть.

Чтобы сделать эти детали последовательными с течением времени, вам нужно определить величину удлинения для одного изгиба, либо рассчитав это значение, либо физически согнув деталь и измерив ее. Чтобы учесть удлинение, вы можете использовать либо BD, либо BA. Рисунок 2 показывает, как они используются для разработки вашей плоской заготовки. Если вы предпочитаете использовать BA, вам сначала нужно рассчитать его, а затем добавить это значение к размерам Y1 и X1, показанным на рисунке. Любой из методов должен привести вас к одному и тому же результату.

Когда вы это сделаете, обратите внимание на отверстие матрицы и радиус носика пуансона, так как вы будете использовать эти инструменты каждый раз, независимо от того, кто изготавливает детали. Проверьте полученный внутренний радиус изгиба, запишите его и всегда проверяйте, достигаете ли вы этого радиуса в начале каждого прогона детали. Вы также будете использовать это значение радиуса для расчета BA и, в конечном счете, вашего BD.
Также обратите внимание, что размер линии изгиба 1,138 дюйма на вашем чертеже может быть правильным или неправильным. Чтобы найти линию изгиба, которая даст вам нужную высоту фланца, вам нужно будет либо вычесть половину BD из размера фланца 1,250 дюйма, либо добавить половину BA из внутреннего размера фланца 1,250 дюйма. Это позволит найти линию изгиба. Это число также будет прямым значением, которое вы введете в контроллер для заднего упора.
Главный трюк для того, чтобы все это работало последовательно, заключается в использовании одного и того же инструмента. Это даст правильный внутренний радиус изгиба, BA и BD; а плоский размер всегда должен быть точным.
Вопрос: Недавно я формовал детали из 10-калибрового горячекатаного протравленного и промасленного материала для водяного бака для парового тягового двигателя в два раза меньшего размера — по сути, это был заклепанный бак из шести в основном плоских деталей. Все они имеют торцевые фланцы, а верхняя часть имеет радиус смещения 8 дюймов, переходящий в изгиб 1,25 дюйма с каждой стороны. Большой радиус был отформован с помощью простого деревянного инструмента. У меня есть еще работа для этого проекта, которую, вероятно, лучше всего было бы прокатать, но у меня нет скользящих роликов или готового доступа к набору. Можно ли их отформовать с помощью простого деревянного инструмента? Если это вариант, я не уверен, как вычислить радиус инструмента, чтобы получить окончательный радиус 7,5 дюймов для изгиба на 180 градусов, который учитывал бы пружинение, кроме как методом проб и ошибок.
Ответ: Я бы сказал, что изготовление деревянного пуансона было бы нормально с большим радиусом; меньший радиус пуансона не сработал бы из-за концентрации силы на носу пуансона. Сделайте свой пуансон из хорошей твердой древесины — например, дуба. Мягкие породы дерева, такие как сосна или тополь, не будут иметь большой долговечности. Я бы также рекомендовал вам прикрепить к рабочей поверхности радиуса тонкий лист нержавеющей стали. Если это невозможно, покройте пуансон эпоксидной смолой. Вам нужно будет придать радиусу пуансона немного меньшую форму, чем требуемый внутренний радиус, которого вы пытаетесь достичь, так как радиус немного ослабнет при освобождении от давления.
Наконец, для штампа я настоятельно рекомендую использовать уретановую прокладку со средним или низким показателем твердости, возможно, 50 или 60 по шкале Шора D. Вам также понадобится объем прокладки в 10 раз больше проникающего пуансона и материала.
Также помните, что даже при самых лучших условиях изгиб на 180 градусов будет нелегким и может потребовать от вас ударов по форме, делая несколько небольших ударов, чтобы создать больший внутренний радиус изгиба. Когда инструмент установлен в пресс, нижний край радиуса пуансона должен быть параллелен уретановой подушке и детали.
Какой инструмент лучше?
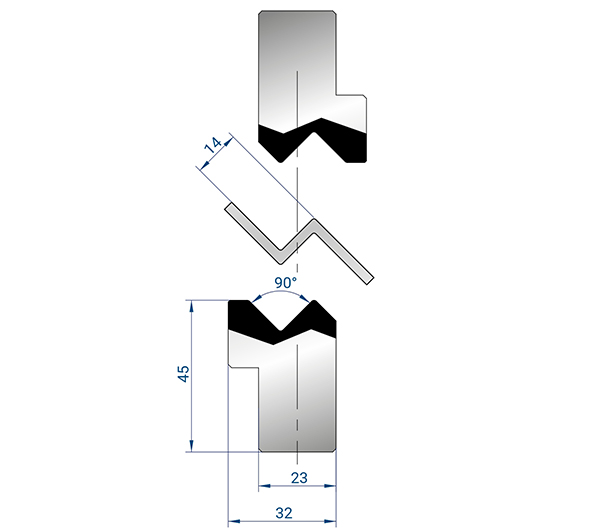
Вопрос: Мы новички в гибке листового металла и хотим сделать 90-градусный изгиб алюминия. В одной из своих статей вы упомянули 90-градусную V-образную матрицу с 88-градусным пуансоном. Работает ли это лучше всего, если предположить, что пружинение составляет 2 градуса? Обычно мы обрабатываем только тонкие листы. Некоторые конструкции имеют толщину 0,375 дюйма, но я считаю, что мы их отбираем.
Ответ: Упомянутая вами комбинация инструментов относится к операции гибки снизу, и это не лучший выбор для воздушной гибки. Если вы делаете воздушную формовку более тонкого алюминиевого листа, я рекомендую использовать 88-градусную матрицу подходящего размера и меньший угол пуансона с достаточным угловым зазором для компенсации пружинения.
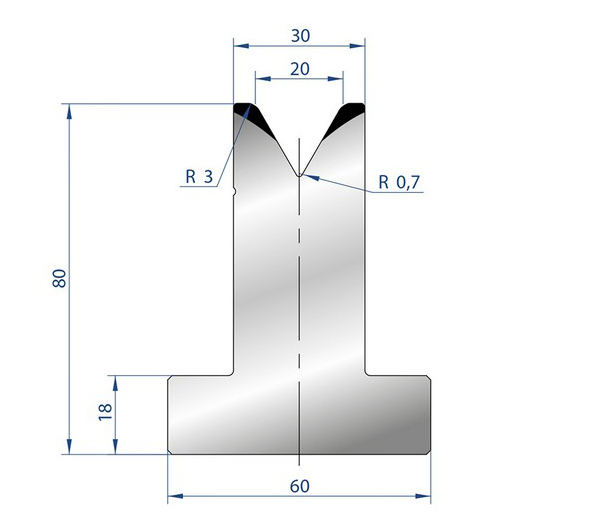
Вы даже можете рассмотреть возможность воздушной формовки с острым угловым пуансоном и матрицей, 28 и 30 градусов соответственно, то есть, если длина вашего фланца достаточно велика, чтобы захватить дальнюю сторону матрицы, не соскальзывая в рабочую зону матрицы.
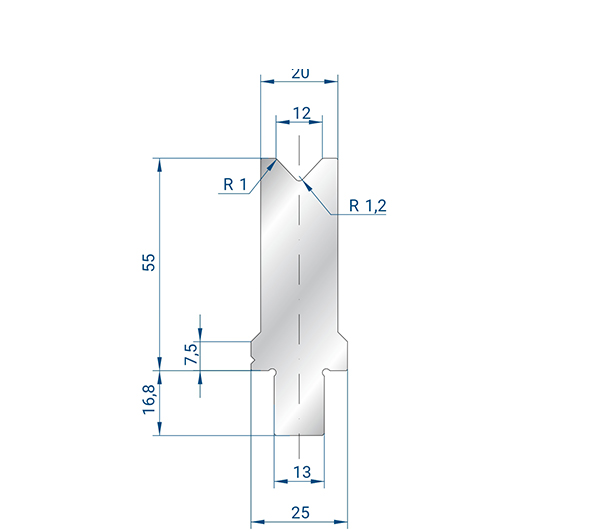
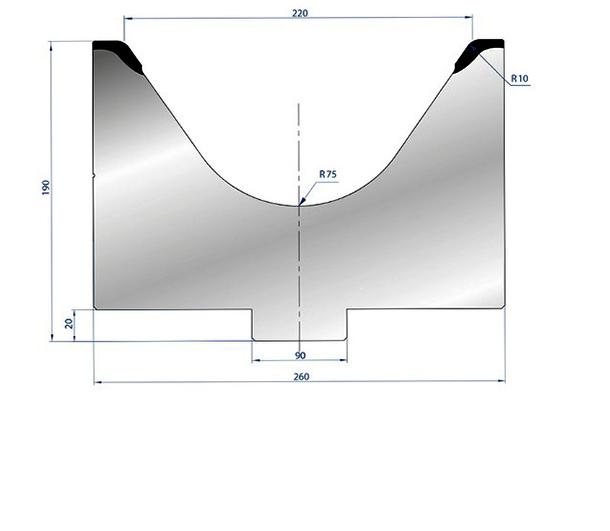
Для материала 0,375 дюйма вам понадобится более крупная облегченная матрица с шириной, подходящей для желаемого внутреннего радиуса изгиба. Угол пуансона здесь важен, но если вы ожидаете или сталкиваетесь с большим отскоком, вам придется иметь дело с многократным разрушением или отделением формуемого материала от носика пуансона. Если вы это сделаете, вам понадобится уретановая прокладка или шланг высокого давления для подачи воды в пространство матрицы, чтобы заставить материал вернуться к пуансону (см. рисунок 3).

Решение проблемы сгибания: алюминий 6061-T6
Вопрос: Я пытаюсь сформовать алюминий 6061-T6 толщиной 0,5 дюйма. Моя деталь размером 24 дюйма на 48 дюймов поддерживается по углам. Давление, оказываемое на центр, составляет максимум 2500 фунтов. Согнется ли материал?
Ответ: Возможно. Это будет зависеть, в частности, от внешнего угла изгиба. Если внешний угол меньше 80–85 градусов, у вас есть хорошие шансы согнуть его. Но по мере приближения и превышения 90 градусов вам сначала нужно будет отжечь.
Он должен хорошо формоваться, если вы возьмете кислородно-ацетиленовую горелку с наконечником в виде бутона розы и будете водить вперед и назад по линии изгиба, пока вся длина не станет горячей. Что касается требуемого диапазона отпуска, я бы проконсультировался с заводом.
Есть несколько вещей, которые следует помнить, если вы отжигаете таким образом. Во-первых, алюминий не меняет цвет, когда он горячий, поэтому будьте осторожны, чтобы не обжечься. Во-вторых, поскольку оксид алюминия на поверхности материала имеет более высокую температуру плавления, алюминий плавится изнутри. Вы можете проделать дыру в материале и не заметить ее появления.
Лучший совет, который я могу дать, и предполагая, что ваша структура затрат позволяет, — это купить материал, который вы будете использовать, в отожженном состоянии, а затем закалить его до необходимых характеристик после завершения формовки. Это гарантирует, что вы сможете его формовать, и минимизирует нагрузку на ваше оборудование и инструменты. Также похоже, что ваш станок может быть неподходящим для этой задачи, но, опять же, это будет зависеть от таких факторов, как длина изгиба и ширина штампа.
Предлагаем гибочный инструмент: пуансоны и матрицы для гибочных прессов с различными системами крепления, таких как: Amada Promecam, Aliko, Yawei, Durmazlar, Baykal, Accurl, Accurpress, LVD, Darley, Насо, Wila, Trumpf, Rolleri, UKB, Eurostamp и тд.
Статья перепечатана из:https://www.thefabricator.com/thefabricator/article/bending/how-one-fabricator-maintains-quality-in-bending