2025-08-26
В погоне за идеальными гибами производители часто уделяют особое внимание углам, длине и усилию. Однако один из важнейших аспектов — контролируемый поток материала в процессе гибки — часто упускается из виду. Неоптимизированный поток материала влияет не только на точность размеров, но и является основной причиной микроцарапин, истирания поверхности и нарушения целостности готовых изделий, особенно при работе с чувствительными или высококачественными материалами.
Традиционные подходы часто позволяют устранить эти поверхностные дефекты реактивным способом. В [название вашей компании] мы придерживаемся проактивной философии: правильная конструкция штампа не просто формирует металл, но и бережно направляет и защищает его. В этой статье мы подробно рассмотрим теорию течения материала и то, как инновационные методы проектирования штампов позволяют освоить её для производства безупречных деталей.
Когда пуансон вдавливает лист в матрицу, материал не просто изгибается. Он подвергается сложной последовательности скольжения, растяжения и сжатия по поверхности инструмента. Трение и давление в этой зоне контакта определяют конечное качество поверхности детали.
Сильное и неравномерное трение приводит к налипанию материала на инструмент, что затем царапает последующие детали. Это также может привести к нестабильным изгибающим моментам, влияющим на повторяемость угла. Для материалов с покрытием это может привести к расслоению или растрескиванию деликатной поверхности.
Топография поверхности инструмента: Слишком шероховатая поверхность действует подобно напильнику, а слишком гладкая может не удерживать смазку эффективно.
Свойства материала: Твёрдость, пластичность и присущая сплаву склонность к налипанию на инструментальную сталь (заеданию) играют важную роль.
Параметры изгиба: тоннаж, скорость изгиба и наличие (или отсутствие) смазки кардинально изменяют условия трения.
Наш инженерный подход выходит за рамки простого повышения твёрдости и включает трибологические (фрикционные) принципы в саму матрицу.
Оптимизированная геометрия матрицы для снижения контактного давления:
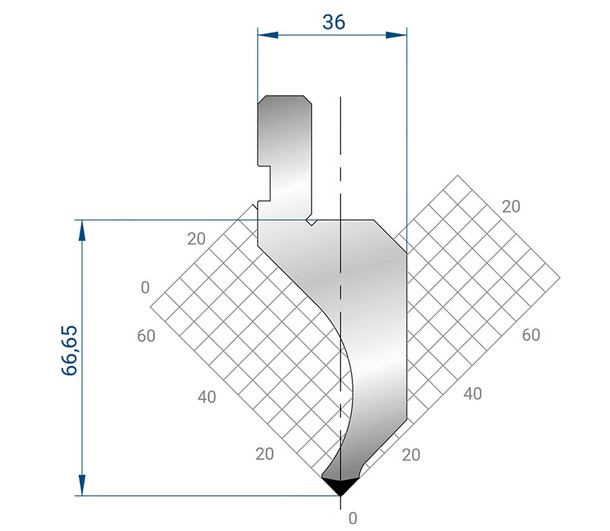
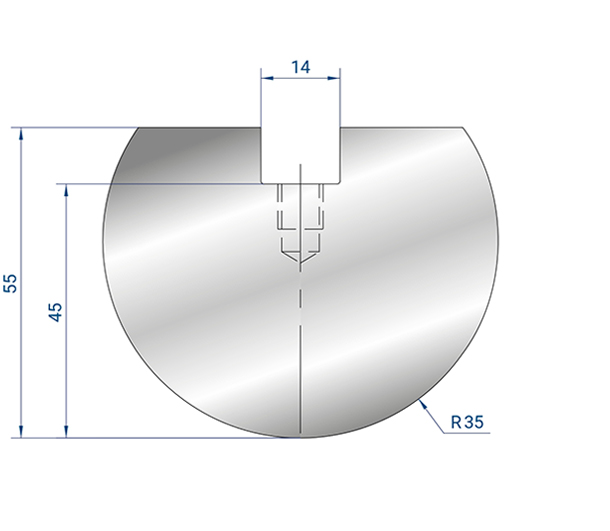
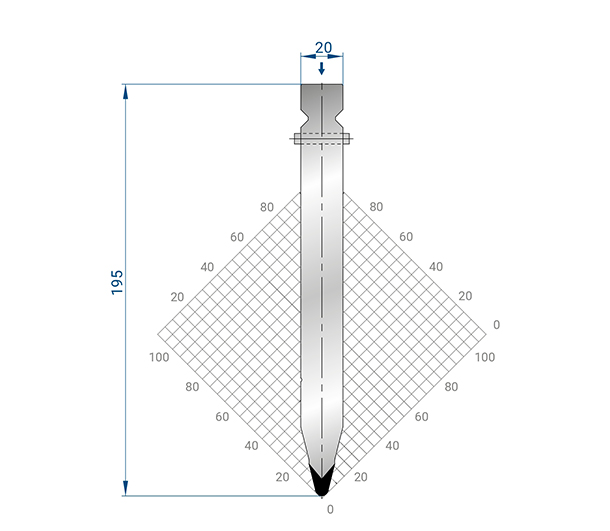
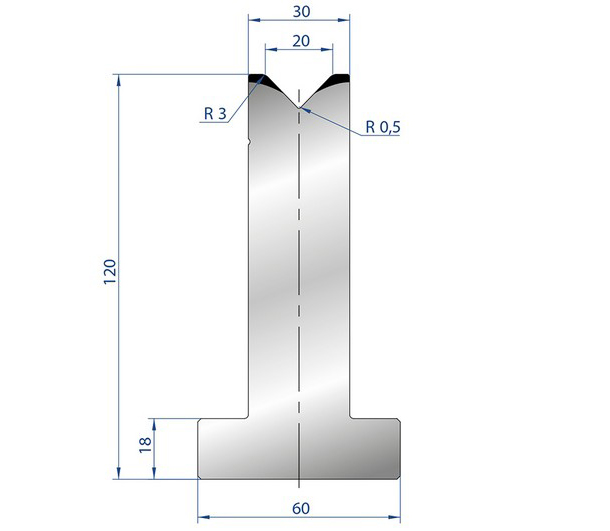
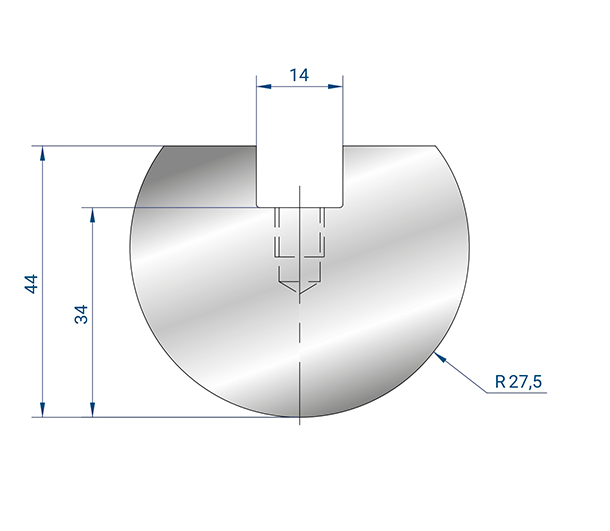
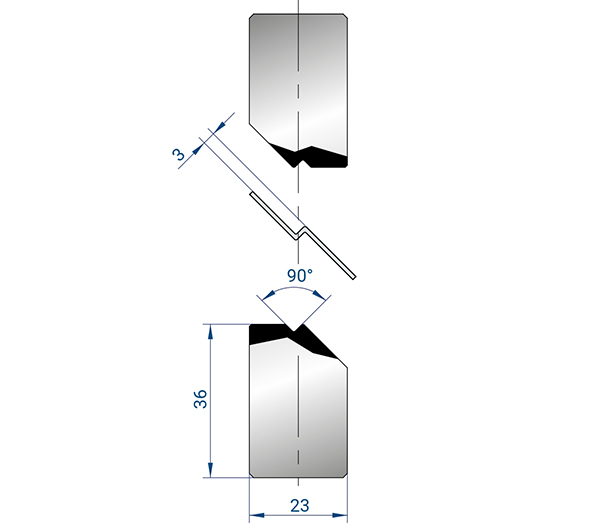
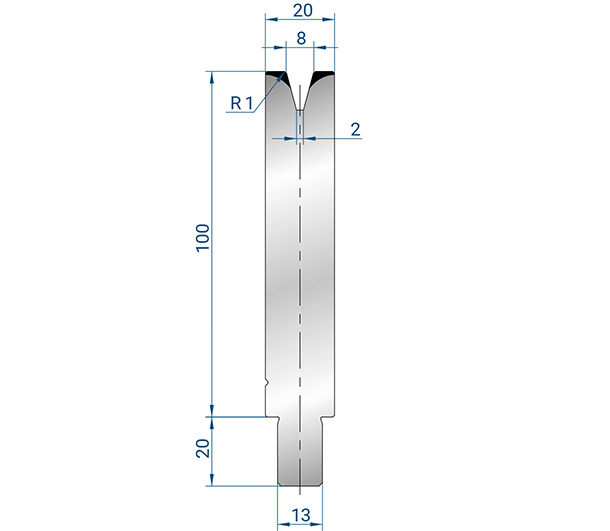
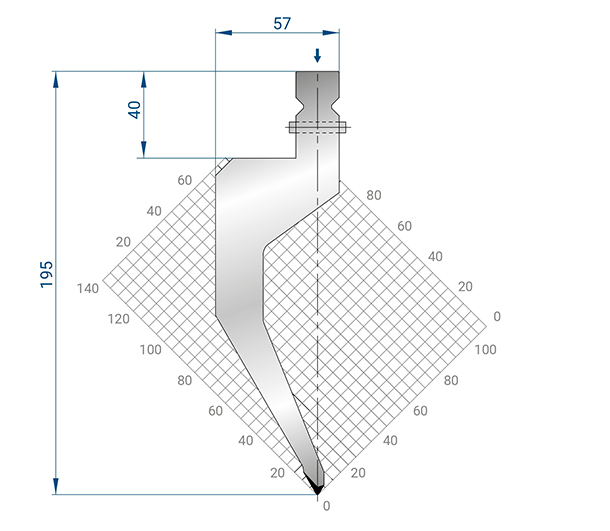
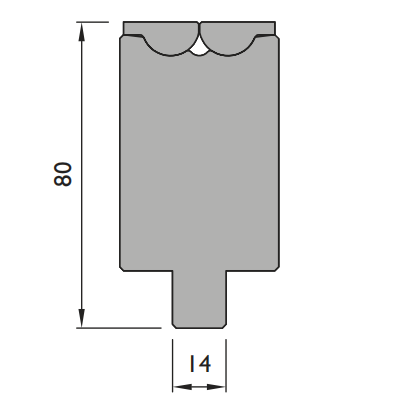
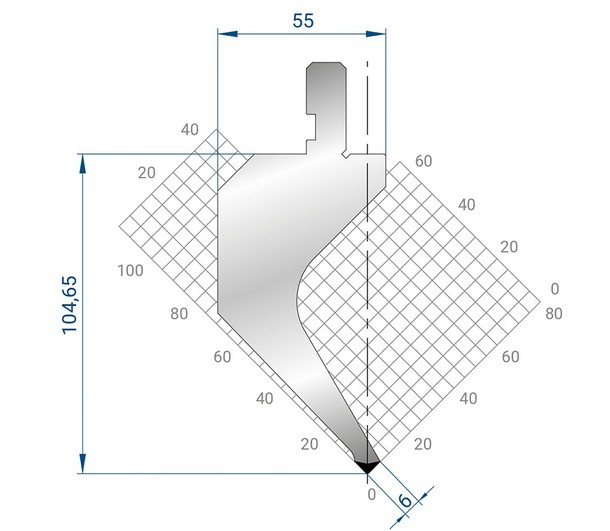
Большие радиусы и полированные полости: Мы проектируем V-образные матрицы с увеличенными, тщательно отполированными радиусами переходов в отверстии. Это снижает пиковое контактное давление между листом и матрицей, позволяя материалу легче течь с меньшим абразивным воздействием.
Прогрессивные формовочные поверхности: Контур матрицы рассчитывается не только для конечного угла, но и для всего пути формования материала, что сводит к минимуму острые, царапающие взаимодействия.
Передовые технологии обработки поверхности: Ключ к снижению трения:
Сверхгладкая суперфинишная обработка: Для стандартных инструментов мы применяем передовые методы полировки, которые обеспечивают зеркальную поверхность (Ra < 0,05 мкм), значительно уменьшая количество микроскопических выступов, которые могут врезаться и царапать заготовку.
Специализированные покрытия поверхностей (наше технологическое преимущество): Для самых сложных материалов (например, алюминия, нержавеющей стали) мы предлагаем инструменты с покрытиями, нанесенными методом физического осаждения из паровой фазы (PVD), такими как CrN или TiN.
Функция: Эти покрытия не просто повышают износостойкость. Они создают инертный, сверхтвердый и исключительно гладкий барьер с очень низким коэффициентом трения по отношению к обычным листовым металлам. Это значительно снижает склонность к адгезионному износу (заеданию) и переносу материала, практически устраняя основную причину царапания чувствительных поверхностей.
Стратегические микроканалы для смазки (инновационная концепция):
Для экстремальных условий применения мы можем интегрировать микрокапилляры или смазочные карманы в конструкцию штампа вблизи критических точек контакта. Эти элементы могут содержать небольшое количество твердой смазки (например, графита) или подключаться к системе микросмазки, обеспечивая смазку именно там и тогда, когда это больше всего необходимо, без ущерба для общего процесса.
Инвестиции в инструмент, разработанный для оптимального потока материала, обеспечивают ощутимую отдачу на всех этапах вашего производственного процесса:
Устранение дефектов поверхности на чувствительных материалах: уверенно гните предварительно окрашенные, полированные, анодированные или нержавеющие листы, не опасаясь косметических повреждений, которые приведут к браку или дорогостоящей доработке.
Повышенная стабильность и стабильность процесса: снижение трения обеспечивает более предсказуемое поведение материала, что способствует лучшей повторяемости угла и уменьшению колебаний упругого возврата.
Увеличенный срок службы инструмента: снижение адгезионного износа и абразивного воздействия значительно увеличивает срок службы инструмента между переточками, что снижает долгосрочные затраты на инструмент.
Снижение зависимости от оператора и смазочных материалов: грамотно спроектированная самосмазывающаяся (через покрытия) система штампов более щадящая и менее зависимая от безупречной техники оператора или постоянного нанесения внешних смазочных материалов.
Эволюция инструмента для листогибочных прессов проходит путь от пассивного участника к активному управлению процессом формовки. Понимая и проектируя с учётом потока материала, вы можете перейти от реактивного контроля на предмет повреждения поверхности к проактивному их предотвращению.
Этот подход превращает ваш инструмент из центра затрат в стратегический актив для обеспечения качества и конкурентного преимущества, позволяя вам браться за дорогостоящие проекты, от которых другие могли бы отказаться из-за проблем с качеством.
Готовы переосмыслить возможности вашего гибочного производства?
Если вы боретесь с необъяснимыми проблемами качества поверхности или хотите подготовить свой цех к самым сложным задачам, давайте обсудим научные основы гибки.
Свяжитесь с нашей инженерной командой сегодня, чтобы обсудить, как наши решения для инструмента, оптимизированные для потока материала, могут решить ваши самые насущные проблемы с качеством и открыть новые возможности.
FABMAX: Разработка будущего гибки. Один точный, безупречный изгиб за раз.
Основные термины: оснастка для листогибочных прессов, пресс-формы, гибочный инструмент, гибочная оснастка, пуансоны, матрицы, матрицы для гибки, V-образные матрицы, острые пуансоны, радиусные пуансоны, канальные матрицы, ножевые блоки, стандартная оснастка, инструмент на заказ, инструментальные стали, термообработка, листогибочные прессы с ЧПУ, срок службы оснастки, стоимость гибки, нержавеющая сталь (INOX), алюминий, геометрия пуансонов и матриц, производительность гибочного производства, российское производство.
Коммерческие запросы: купить пуансоны, купить матрицы, комплекты оснастки, продажа гибочного инструмента, изготовление оснастки на заказ, нестандартные пуансоны, специальные матрицы, инструмент для сложной гибки, заточка пуансонов, восстановление матриц, ремонт гибочных ножей, подбор оснастки для листогиба.
Брендовый запрос: FABMAX.
Указание на сайт: www.fabmax.ru.