2025-05-22
Какой инструмент для листогибочного пресса вам следует использовать? Ого. Какой простой вопрос. В идеальном мире, где у каждой проблемы есть простое решение, вы можете подумать: мне просто нужно сделать гиб на 90 градусов для относительно простой формовочной работы. Наш текущий инструмент, кажется, работает отлично. Кроме того, инструмент для листогибочного пресса дорогой, поэтому я буду использовать то, что у меня есть. Конечно, мир не идеален, и все не так просто. Если бы он был идеальным, вы бы не читали эту статью.
Когда вы наблюдаете за работой своего отдела листогибочных прессов, ваши операторы гнут качественные детали, плавно переходя от одной работы к другой? Или они испытывают трудности? Они измеряют длину фланца штангенциркулем, а затем вносят корректировки? Затем еще больше корректировок? У операторов могут быть старые инструменты или просто неподходящие инструменты для работы.
Тем не менее, прежде чем погрузиться в каталог инструментов и сделать покупку, о которой вы позже пожалеете, выясните, какие инструменты действительно нужны вашим операторам для выполнения работы. Задавая шесть основных вопросов — или, точнее, рассматривая многочисленные детали, которые можно объединить в шесть общих тем, — вы сможете быть уверены, что движетесь в правильном направлении.
Вы, вероятно, сгибаете широкий диапазон марок и толщин материалов, но около 90% того, что вы формируете, вероятно, представляет собой некоторую комбинацию углеродистой стали (горячекатаной и холоднокатаной), нержавеющей стали и алюминия. Когда вы указываете материал, вы указываете марку и толщину.
Вы, вероятно, используете общий термин «калибр» для описания толщины, но знайте, что измерения калибра различаются в зависимости от типа материала.
Кусок холоднокатаной стали 16 калибра на самом деле толще, чем кусок алюминия 16 калибра. В частности, холоднокатаная сталь 16 калибра составляет 0,060 дюйма, а алюминий 16 калибра составляет 0,050 дюйма. Мягкая сталь, безусловно, имеет различия в твердости и отделке. Поставщики и марки холоднокатаного материала различаются, но, как правило, их предложения не вызывают проблем с материалом горячекатаного материала. Толщина и твердость горячекатаного материала могут различаться достаточно сильно, чтобы вызвать несоответствия при гибке. Помните об этом, поскольку это влияет на выбор между точностью и обычными инструментами.
Хотя нержавеющая сталь прочная и часто полируется, ее поверхность не похожа на ту, которую вы видите на кухне шеф-повара. Матовая нержавеющая сталь часто прочнее и используется для ее промышленной прочности и защиты от коррозии. Все марки нержавеющей стали вводят учет усилия формовки. А если она полируется, отделка почти всегда важна.
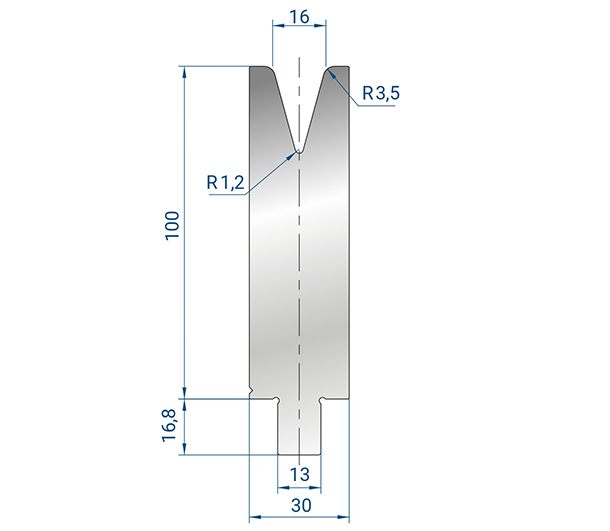
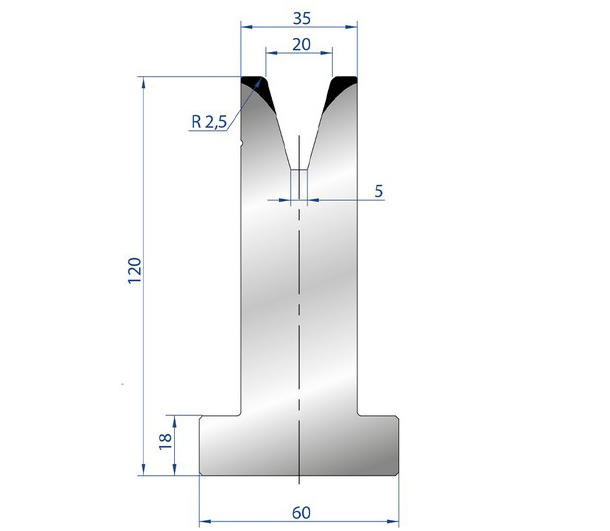
Вам необходимо учитывать функциональные особенности материала, которые становятся очевидными во время гибки. Насколько чувствителен материал к маркировке? Контролирует ли V-образное отверстие матрицы или наконечник пуансона внутренний радиус изгиба (IR)? При воздушной гибке большинство материалов формируются в процентах от ширины матрицы, поэтому V контролирует IR.,/p
Однако, когда вы формируете некоторые материалы, включая мягкий и полутвердый алюминий (обозначается буквой «H» в марке, как в 5052-H32), материал оборачивается вокруг радиуса носика пуансона; в этих случаях наконечник пуансона играет доминирующую роль в формировании IR.
Алюминий в целом может быть особенно сложным. Хотя более мягкие алюминии оборачиваются вокруг кончика пуансона, правила полностью меняются с твердыми, закаленными сортами алюминия, каждый из которых обозначается буквой «T», например, 6061-T6. Твердые алюминии качества «T» прочные, хрупкие и имеют определенное направление зерна. Эти распространенные виды алюминия могут быть чрезвычайно сложны в формовке, пока вы не узнаете, с чем имеете дело. Чтобы предотвратить напряжение и трещины, IR должен быть в три раза больше толщины материала или больше. Вот где в игру вступают большие V-образные отверстия и кончики пуансона.
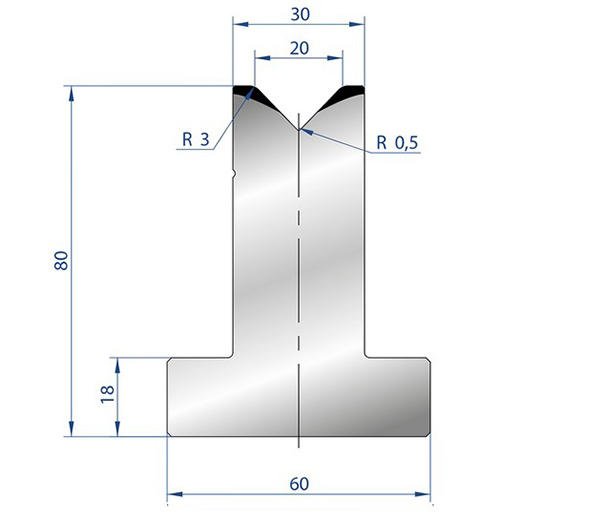
Вы можете решить проблему маркировки материала несколькими способами. Вы можете положиться на защитные листы на материале или накинуть их на плечи матрицы. Вы также можете инвестировать в матрицы с плоскими, поворотными плечами, которые полностью поддерживают материал на протяжении всего цикла гибки. Это гарантирует отсутствие маркировки на мягкой стали, а также минимальную, если вообще маркировку, на алюминии и полированной нержавеющей стали с защитным покрытием.
Вы также можете рассмотреть возможность увеличения радиусов плеча штампа, что может уменьшить глубину отметки, но отметка все еще может быть слишком глубокой для поверхностно-чувствительных приложений. Выбор большего радиуса плеча поможет сформировать покрытый материал без разрывов. Большой радиус плеча также хорошо работает с уретаном или тканевой драпировкой штампа.
Многие в наши дни выбирают точные инструменты почти по умолчанию, но не каждая работа требует их. Если вы формируете мягкую сталь толщиной 0,250 дюйма для изготовления форм для ступеней лестницы, чтобы можно было заливать цемент вокруг них, вам может не понадобиться точный инструмент. Пусть стиль и качество инструмента соответствуют работе.
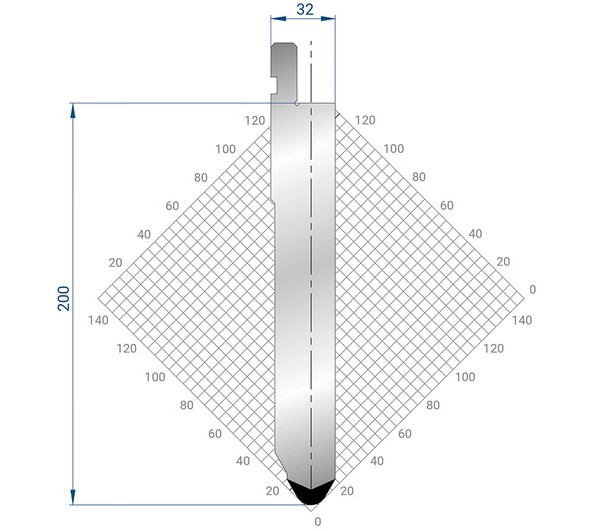
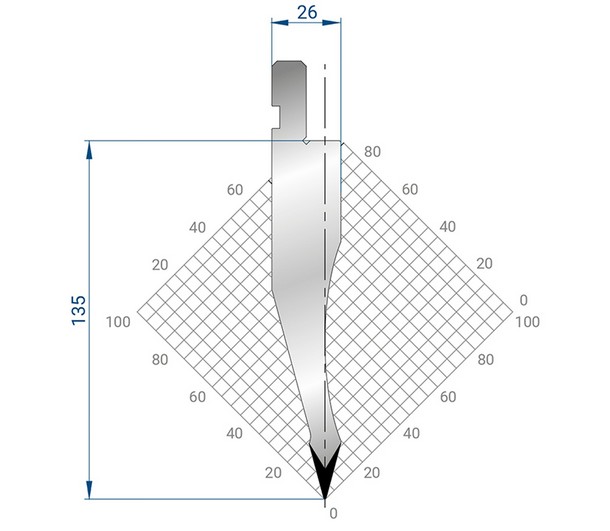
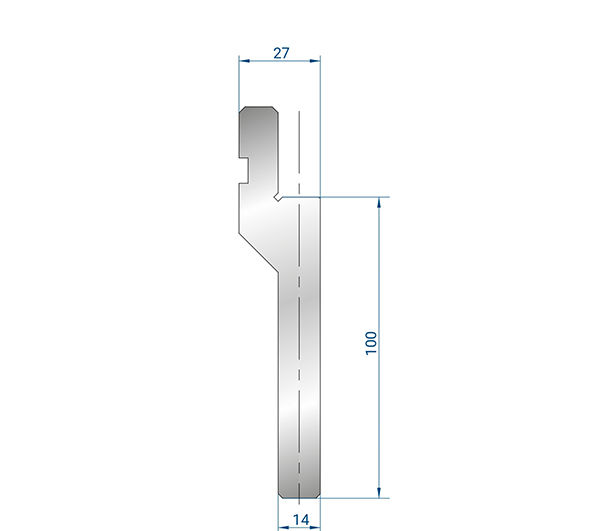
Далее, подумайте, какой стиль инструмента вам нужен. Если вам не нужен точный инструмент, то подойдет американский строганный инструмент. Если вам нужен точный инструмент, вы можете выбрать среди различных профилей инструмента, включая американскую точность и европейскую точность. Гусиная шея американского типа имеет другую геометрию, чем гусиная шея европейского типа. Если у вас есть несколько стилей инструмента, вы можете выбрать один стиль, который будете использовать чаще всего.
В наши дни программное обеспечение от поставщика инструмента может помочь вам указать правильную геометрию инструмента. Конечно, вы по-прежнему можете ссылаться на традиционные методы, включая графики пределов изгиба, которые могут выявить проблемы помех для определенных профилей пуансонов; а также графики силы воздушного изгиба, чтобы определить необходимое вам V-образное отверстие.
IR, которого вы достигаете, и то, как он формируется внутри инструмента, зависит от того, насколько тверд материал. График силы воздушного изгиба предполагает, что вы работаете с мягкой сталью. Чтобы оценить тоннаж для других материалов, вы применяете множители. Для диаграммы сил, показанной на рисунке 3, множители следующие:
Мягкий алюминий, латунь, медь = тонны × 0,35
Полутвердый алюминий = тонны × 0,5
Твердый/термообработанный алюминий, сталь Mile = тонны × 1,0
Полутвердая латунь и медь = тонны × 1,1
Нержавеющая сталь = тонны × 1,5
Высокопрочная сталь = тонны × 2,75
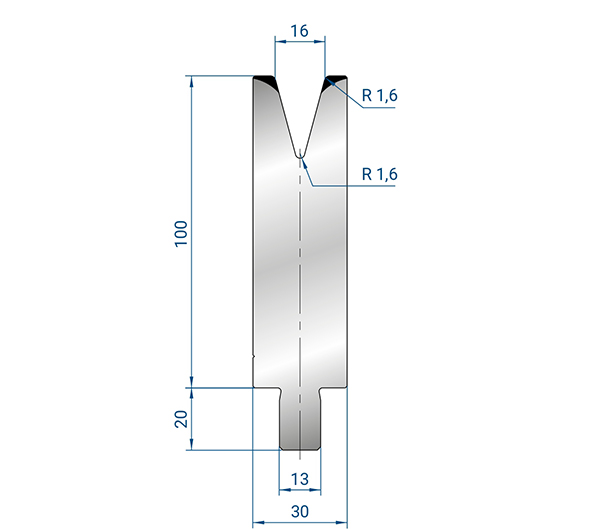
Материал от полутвердого до твердого будет иметь IR, контролируемый V-образным отверстием матрицы. Чем тверже материал, тем больше IR в том же V. Например, холоднокатаная сталь толщиной 0,060 дюйма в матрице V шириной 0,375 дюйма будет изгибаться на воздухе до IR около 0,060 дюйма. Нержавеющая сталь той же толщины и с тем же V будет иметь большее IR, так как она будет больше раскрываться пружиной.
Чтобы оценить ваш IR при гибке нержавеющей стали, предположим, что вы будете как минимум на один V больше, чем то, что указано для V в таблице силы гибки на воздухе. Например, если вы используете V толщиной 0,375 дюйма для нержавеющей стали толщиной 0,060 дюйма, вы можете ожидать, что IR будет примерно таким, как указано для V толщиной 0,500 дюйма, что будет 0,084 дюйма. Это справедливо для материалов, поскольку предел прочности на разрыв превышает 60 000 фунтов на кв. дюйм.
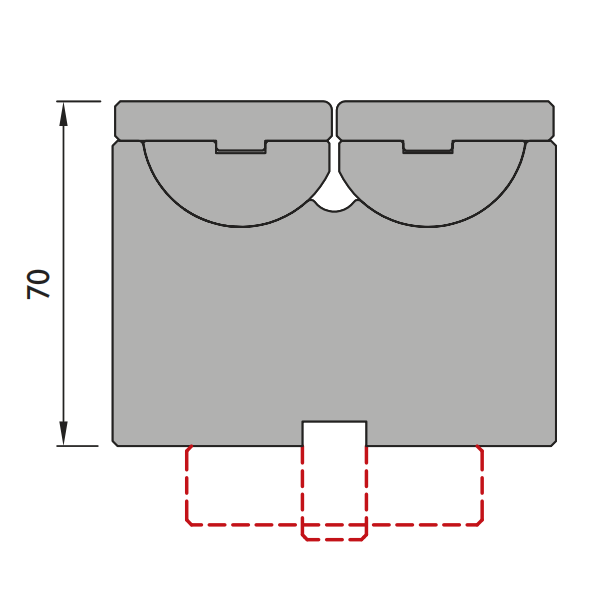
Конечно, каждый хочет иметь возможность сгибать деталь за одну установку. Сегодня вы можете видеть операторов, выполняющих некоторые впечатляюще сложные последовательности гибки с наборами инструментов, размещенными по всей поверхности листогибочного пресса (см. рисунок 4). Однако знайте, что такие установки требуют предусмотрительности и, что не менее важно, проектирования, учитывающего ваши доступные инструменты. Чем больше изгибов вы делаете, тем большее количество IR вам нужно выполнить, и чем экстремальнее длина фланца — короткий или длинный — тем сложнее выполнить последовательность гибки.
Подумайте о детали, которую вам нужно согнуть. Это коробка, требующая определенной высоты пуансона? Коробка четырехсторонняя, поэтому ваш пуансон должен помещаться внутри последнего изгиба? Есть ли обратные фланцы в верхней части каждого фланца? Какие углы гнутся? Какова длина изгибов? Сколько раз вы будете сгибать деталь или что-то в этом роде? Какие допуски ожидает ваш клиент? Когда должна быть выполнена работа и сколько времени займет ее изготовление? Нужно ли вам включать стоимость инструментов в смету? Здесь играет роль характер вашей работы. Вы изготавливаете ли вы стандартные изделия на склад или изготавливаете изделия на заказ? Являются ли эти изделия стандартными, настроенными на заказ или спроектированными на заказ? Или вы работаете в условиях цеха? Если да, то есть ли у вас несколько повторяющихся заказов или вы видите новые заказы каждый день?
Наконец, какие у вас листогибочные прессы? В общем, по мере того, как детали становятся больше или длиннее, требования к станку меняются. Конечно, для длинных изгибов требуются более длинные станины, но что насчет открытой высоты и хода? Если у вас достаточно открытой высоты с загруженными инструментами, будет ли у вас достаточно места между пуансоном и матрицей, чтобы извлечь вашу деталь после формовки? Что насчет прогиба? Есть ли у вас очень короткие или нестандартные фланцы, что затрудняет использование заднего упора вашего станка?
Со временем в гибочный пресс встраивается все больше и больше знаний. Есть надежда, что операторов можно будет быстро обучить и ввести в курс дела, даже если у них мало или совсем нет опыта работы с гибочным прессом. Хорошие мастерские признают ценность автоматизации для поддержания работы, но любая мастерская может указать на ценность опытного оператора.
Прежде чем разрабатывать стратегию по инструментам, никогда не забывайте общаться с опытными операторами. Привлекайте их как можно раньше и чаще, чтобы избежать дублирования («У нас уже есть этот инструмент!»).
Вам также нужно знать, что они могут физически работать с инструментами, которые вы собираетесь купить. Человеку, который не будет работать с прессом, легко сказать: «Инструмент не будет использоваться так часто, и он весит всего 50 фунтов». Скажите это несколько раз в день, и у вашего оператора может появиться идея получше. Иногда это так же просто, как заказать более короткие инструменты. Ваши инструменты должны поддерживать самую ценную часть процесса — оператора станка.
Отсюда вы можете решить, подойдет ли стандартный или специальный инструмент для вашей работы. Профили деталей и последовательности изгиба могут позволить использовать стандартный инструмент, но вам все равно нужно подумать, имеет ли смысл специальный инструмент.
Здесь в игру вступает количество деталей. Операторы могут формировать деталь с помощью существующих инструментов, но что, если им нужно изготовить 10 000 деталей, а специальный инструмент может утроить их производительность? Если они могут изготовить деталь за один удар, они будут более эффективными и последовательными. Более того, специальный инструмент может сделать работу физически проще.
Думайте об ответах на эти вопросы как о точках данных, которые поступают в воронку, питающую ваш «двигатель» производительности формовки (см. основное изображение). Внутри этой воронки находится динамическая среда, где изменение одного ответа влияет на другие. Если вы пропустите один или два вопроса, ваш двигатель все еще может работать, но не так хорошо. Если вы полностью ответите на каждый вопрос, ваши инвестиции в инструменты должны поддерживать хорошо настроенный, плавный, предсказуемый и производительный отдел формовки.
Задайте эти вопросы достаточно раз, и это станет второй натурой, но это требует времени и терпения. Независимо от этого, хорошо настроенная операция формовки стоит усилий.

Статья взята с сайта: https://www.thefabricator.com/thefabricator/article/bending/what-press-brake-tool-do-fab-shops-need-really
FABMAX: Мы предлагаем инструмент для листогибочных прессов: пуансоны и матрицы для гибочных прессов с различными системами зажима, такими как: Amada promecam, Aliko, Yawei, Dumazlar, Baykal, Accur, Accurpress, LVD, Safan Darley, Haco, Wila, Trumpf, Rolleri, UKB, Eurostamp и т. д.