2025-06-09
Вопрос: Мы создаем программу качества, в рамках которой мы будем запускать купоны для проверки того, что определенные машины, включая наши листогибочные прессы, находятся в хорошем рабочем состоянии. Идея заключается в том, чтобы выявить и устранить потенциальные проблемы до того, как мы получим ряд из них на производственных деталях. Мы будем запускать различные материалы и толщины купонов, и одним из измерений в процессе работы листогибочного пресса будет внутренний радиус формы. Сейчас мы обдумываем несколько идей о том, как точно и последовательно это измерить, но нам нужна помощь. Какой тип измерительного прибора вы бы использовали, если бы вам нужно было измерить внутренний радиус сформированного фланца?
Ответ: Если вы ищете способ убедиться, что ваш листогибочный пресс находится в идеальном состоянии, то внутренний радиус изгиба не будет в списке, и вот почему. Если вы занимаетесь формовкой воздухом, радиус является функцией ширины штампа; то есть внутренний радиус изгиба формируется как определенный процент от отверстия штампа. Мы называем это правилом 20 процентов, хотя наш базовый материал — мягкая сталь 60-KSI, которая формируется примерно на 16 процентах от отверстия штампа.
Если вы занимаетесь чеканкой или штамповкой, внутренний радиус является функцией давления и носика пуансона. Радиус более или менее «отштампован» в детали. чеканка и штамповка также очень зависят от оператора, и это действительно становится решением относительно того, какое давление или глубина проникновения требуется конкретной детали для выполнения определенного изгиба.
Чтобы узнать больше о правиле 20 процентов и о том, как все это сочетается, я рекомендую вам прочитать «Великую объединяющую теорию гибки», серию из четырех частей, архивированную на thefabricator.com. Вы можете найти статьи, введя название в строку поиска. Вы также можете найти материал на theArtofPressBrake.com, вместе со многими другими колонками и статьями по теме.
Независимо от того, как он создается, внутренний радиус изгиба имеет слишком много переменных, чтобы использовать его в качестве единицы измерения для обеспечения надлежащей работы листогибочного пресса с течением времени. Нападая на ветряные мельницы, вы будете донкихотски атаковать воображаемых врагов, поскольку бесчисленные переменные, многие из которых не имеют никакого отношения к работоспособности листогибочного пресса, заставляют внутренний радиус изгиба изменяться.
Однако внутренний радиус изгиба является отличным показателем для изучения состояния вашего инструмента. Это измерение зависит от последовательности выбора и использования вашего инструмента.
Тем не менее, вариации материала влияют на внутренний радиус изгиба, которого вы достигаете. Поэтому, если вы оцениваете свой инструмент, измеряя внутренний радиус изгиба, вам нужно достаточно купонов исходного эталонного материала для тестирования с течением времени. Эти эталонные купоны предоставят то, что нужно любой качественной программе: точные точки данных.
Воздушная формовка плавает радиусом в процентах от отверстия штампа. Это делает стандартный радиусный калибр в основном бесполезным для какой-либо реальной точности. Из коробки эти калибры имеют стандартные размеры, такие как 1/8 дюйма, 5/16 дюйма, 3 миллиметра или 4 мм. Ваши детали могут иметь любое количество радиусов изгиба между этими установленными значениями.
Однако один вариант радиусного калибра будет работать в производстве. С помощью лазера вы можете вырезать отдельные радиусные калибры, увеличивая или уменьшая их по мере необходимости. Эти калибры затем будут перемещаться с рабочей курткой или размещаться в зоне инструмента гибочного пресса или в зоне контроля качества.
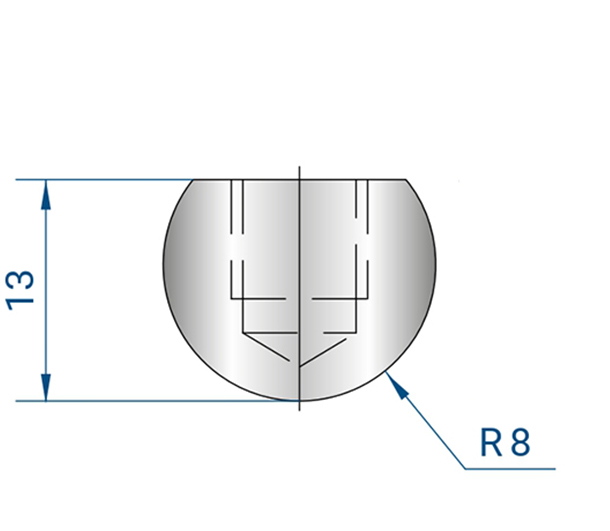
Второй вариант — использовать штифт из набора калибровочных штифтов. Для этого отлично подойдут заводские штифты. Чтобы использовать их, выберите нужный радиус и вставьте калибровочный штифт в центр изгиба, чтобы определить размер радиуса (см. рисунок 1). Использование их все еще несколько субъективно, как и набор калибровочных радиусов, но хороший набор калибровочных штифтов должен предоставить вам полный выбор диаметров на выбор в метрических или имперских единицах.

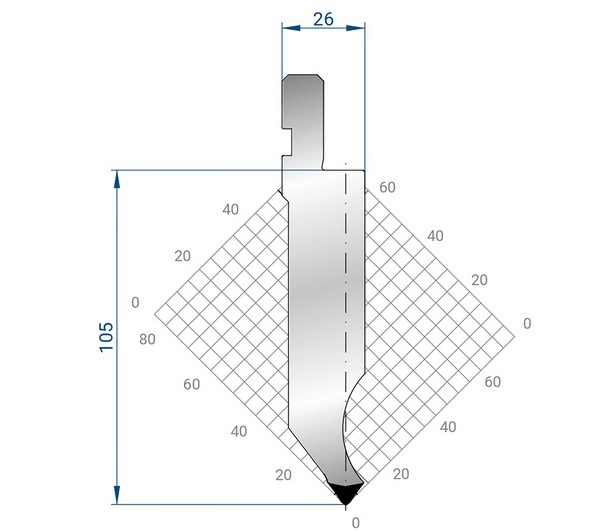
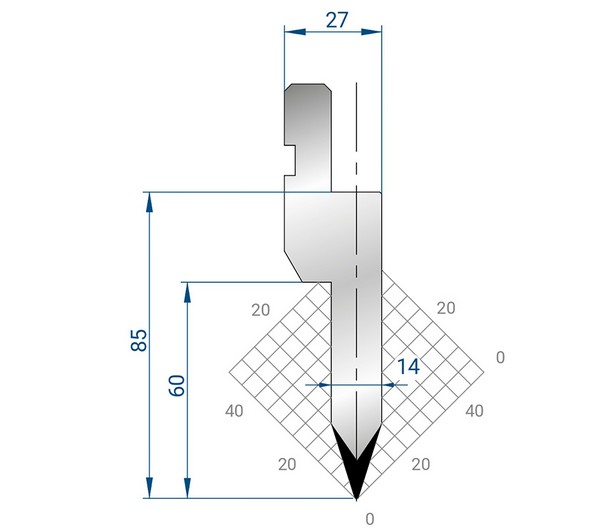
Самый точный вариант — использовать ручной оптический компаратор. Вам понадобится компаратор и сетка (которая дает вам линии в прицельном устройстве), отмеченная для измерения радиуса (см. Рисунок 2).
Последний способ проверки внутреннего радиуса — математический. Начните с измерения купона до и после изгиба. Эта разница и есть вычет изгиба. Сравните это значение либо с исходными числами для требуемого внутреннего радиуса, либо используйте это значение для «обратного вычисления» фактического внутреннего радиуса детали. Подробнее об этом и основных формулах изгиба см. в разделе «Основы применения функций изгиба», архивированном на thefabricator.com.

Чтобы проверить сам пресс на повторяемость и точность, я рекомендую сосредоточиться на четырех областях: повторяемость ползуна, воспроизводимость расположения заднего упора, возможное повреждение ползуна и станины (выпадение ползуна) и наличие постоянного тоннажа.
Для первых трех требуются магнитная база и циферблатный индикатор. Убедитесь, что верхняя часть станины и нижняя часть ползуна чистые и не имеют заусенцев или видимых повреждений. Для его подготовки вам может потребоваться «зачистить» обе поверхности очень тонким точильным камнем. Помните, что вы только очищаете и удаляете заусенцы, а не модифицируете станину и ползун.
Когда ползун находится в закрытом положении, возьмите магнитную базу и циферблатный индикатор и медленно перемещайте их из конца в конец. Вы должны увидеть, как стрелка циферблатного индикатора слегка движется вверх и вниз (или вперед и назад) при перемещении по незначительным дефектам поверхности. Вы не должны видеть, как стрелка индикатора движется в одну сторону при движении к центру, а затем движется в другую сторону при достижении другого конца. Если это так, это верный признак неисправности ползуна. Неисправность ползуна должен профессионально ремонтировать человек с соответствующим оборудованием.
Вы можете видеть, как стрелка постепенно уменьшает или увеличивает свои показания по всей длине станины; это говорит о том, что ползун непараллелен (ось Ty). Оператор может исправить это на контроллере листогибочного пресса, используя регулировку наклона ползуна. Если тонкая настройка не устранит проблему, вам может потребоваться обратиться в ваш отдел технического обслуживания.
Затем, когда ползун находится в нижней точке хода, снова настройте циферблатный индикатор, чтобы снять показания. Несколько раз проведите ползун, а затем посмотрите, возвращается ли ползун к тем же показаниям каждый раз. Современная повторяемость ползуна измеряется в микронах, поэтому показания должны быть одинаковыми.
После этого проверьте ось Tx. Ось Tx включает в себя связь между линией изгиба и задним упором. Начните с измерения корпуса штампа, который вы собираетесь использовать, а затем загрузите два комплекта этого инструмента в листогибочный пресс, по одному на каждом конце станины и под небольшой нагрузкой. Теперь отправьте задний упор в исходное или опорное положение. Если вы не уверены в размере расположения, проверьте эту информацию в руководстве по эксплуатации листогибочного пресса. На многих машинах он составляет 4 дюйма. Добавьте к этому числу половину ширины корпуса штампа (не отверстия штампа) и измерьте расстояние от передней части штампа до передней части заднего упора. Оно должно точно соответствовать расчетному значению опорного значения плюс половина ширины корпуса штампа. Переместите задний упор и повторно установите опорный датчик несколько раз, чтобы убедиться, что он последовательно находит свое исходное положение.
Возьмите второй циферблатный индикатор и установите их оба для снятия показаний с самих упоров; чем дальше друг от друга находятся два циферблатных индикатора, тем лучше. Затем отправьте задний упор наружу, а затем снова в исходное положение, чтобы проверить повторяемость.
Последняя проверка — это повторяемость гидравлики или приводной системы листогибочного пресса. Без уникального инструмента для измерения давления вам придется положиться на контроллер листогибочного пресса. Данные должны быть доступны, хотя, к сожалению, они часто зарыты в технических данных, собранных контроллером. Данные также могут быть защищены паролем. Тем не менее, проведя небольшое исследование, набравшись терпения и практики, вы сможете получить доступ к информации о состоянии гидравлической системы в любое время, когда вам это понадобится.
Независимо от того, как он разработан в заготовке, внутренний радиус изгиба является неправильным показателем для контроля состояния вашего листогибочного пресса. Но опять же, измерение внутреннего радиуса изгиба является хорошей практикой, которой следует следовать для проверки вашего инструмента.
Контроль состояния вашего листогибочного пресса определенно имеет смысл, как и проверка состояния вашего инструмента. Фактически, лучше всего проверять и то, и другое. В конце концов, листогибочный пресс в идеальном состоянии все равно будет производить плохие детали, если у него плохой инструмент.
Стив Бенсон является членом и бывшим председателем Совета по технологиям прецизионной листовой стали Международной ассоциации производителей и производителей. Он является президентом ASMA LLC, steve@theartofpressbrake.com. Бенсон также проводит Программу сертификации прецизионных листогибочных прессов FMA, которая проводится по всей стране. Для получения дополнительной информации посетите www.fmanet.org/training или позвоните по телефону 888-394-4362. Последняя книга автора «Основы гибки» теперь доступна в книжном магазине FMA, www.fmanet.org/store.

Статья взята с сайта:https://www.thefabricator.com/thefabricator/article/bending/how-to-check-the-performance-of-your-press-brake-and-tooling
FABMAX: Мы предлагаем инструмент для листогибочных прессов: пуансоны и матрицы для гибочных прессов с различными системами зажима, такими как: Amada promecam, Aliko, Yawei, Dumazlar, Baykal, Accur, Accurpress, LVD, Safan Darley, Haco, Wila, Trumpf, Rolleri, UKB, Eurostamp и т. д.