2025-04-15
Пресс-форма для гибочного станка с ЧПУ состоит из множества деталей, поэтому при ее установке необходимо проверить состояние оборудования и строго следовать инструкциям. В то же время необходимо уделять внимание безопасности при монтаже и отладке.
Ниже представлен процесс установки и отладки пресс-формы гибочного станка с ЧПУ.
1.Регулировка машины
Перед установкой необходимо сначала настроить производительность машины.
Проверьте машину и очистите ее от пыли и железных опилок, оставшихся после использования.
Проведение необходимой уборки может уменьшить количество проблем в дальнейшем.
2. Регулировка хода ползуна
(1) Обратите внимание на толщину формы.
(2) Обратите внимание на то, чтобы проверить, является ли соотношение верхнего и нижнего модулей нормальным.
Обычно модуль должен управляться в точке переключения цепи перемещения, и на это следует обращать внимание.
3. Регулировка ходового модуля
Регулировка модуля хода заключается в регулировке верхней предельной точки модуля.
Когда форма поднимется в наивысшую точку, установите переключатель и зарезервируйте положение остановки для ползуна.
При этом при спуске слайдер должен замедляться.
Эта операция может лучше защитить машину и форму.
4. Регулировка зазора
(1) Измерьте расстояние между верхним и нижним блоками штампа.
(2) Конкретная величина зазора определяется в зависимости от сложенного листа.
5. Регулировка угла наклона
Регулировка угла зависит от продукта. Как правило, при складывании формы под углом 90° средний угол должен быть больше углов с обеих сторон. Плотность затяжки можно регулировать с помощью винтов.
При гибке давление можно регулировать с помощью манометра, чтобы избежать поломки краев формы.
6. Гибочная форма изготовлена из высококачественной стали после специальной термической обработки. Он обладает высокой твердостью, не подвержен износу и может выдерживать высокое давление. Однако каждый комплект форм имеет свое предельное давление: тонн/метр. Поэтому при использовании формы необходимо правильно выбрать длину формы, то есть какое давление добавлять на каждый метр, и оно не должно превышать давление, указанное на форме.
7. Чтобы не повредить форму, оговариваем, что при выравнивании начала координат необходимо использовать верхнюю и нижнюю формы длиной более 300 мм. Только после выравнивания исходной точки можно использовать верхнюю и нижнюю формы одинаковой высоты. Категорически запрещается использовать разъемные формы малого размера для выравнивания исходной точки, а выравнивание исходной точки должно основываться на исходном давлении внутри машины AMADA.
8. При использовании форм, поскольку высота различных форм не одинакова, на одной машине можно использовать только формы одинаковой высоты, а формы разной высоты использовать нельзя.
9. При использовании формы следует выбирать соответствующие верхнюю и нижнюю формы в зависимости от твердости, толщины и длины металлического листа. Обычно нижняя форма используется в соответствии со стандартом 5~6T, а ее длина должна быть больше длины листа. Чем тверже и толще материал, тем ниже должна быть форма с более широкой канавкой.
10. При сгибании острых углов или прессовании глухих углов следует использовать угол 30 градусов, сначала согнуть острый угол, а затем прессовать глухой край. При гибке угла R следует использовать верхнюю и нижнюю плашки R.
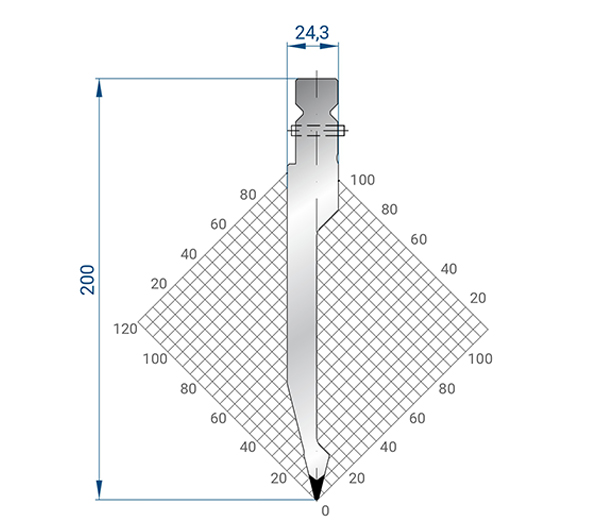
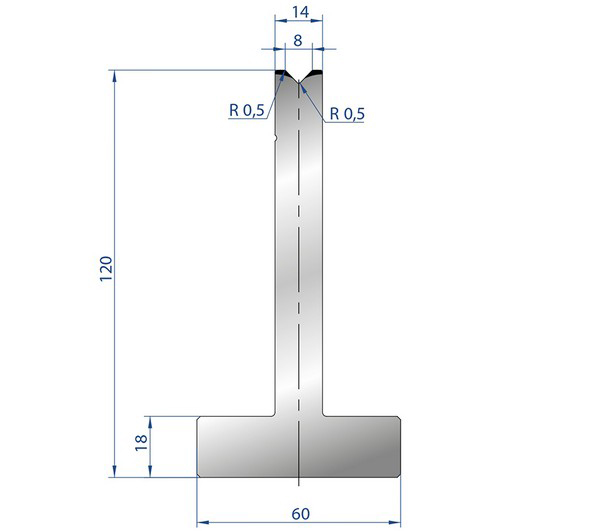
Форма для гибочного станка — это инструмент, используемый гибочным станком для формования и обработки листовых материалов. Этот инструмент состоит из различных частей, а различные формы состоят из различных частей. В основном он реализует обработку формы объекта путем изменения физического состояния формируемого материала. Это инструмент, используемый для превращения заготовки в деталь определенной формы и размера под давлением гибочной машины.
Предлагаем гибочный инструмент: пуансоны и матрицы для гибочных прессов с различными системами крепления, таких как: Amada Promecam, Aliko, Yawei, Durmazlar, Baykal, Accurl, Accurpress, LVD, Darley, Насо, Wila, Trumpf, Rolleri, UKB, Eurostamp и тд.