2025-08-18
Штампы для листогибочных прессов – основа промышленной гибки металла. На производстве FABMAX инструментальная сталь превращается в прецизионные инструменты для авиакосмоса, энергетики и строительства. Раскрываем секреты создания оснастки.
• Ключевые марки стали: 90MnCrV8, X46Cr13 (износостойкость >15 лет)
• Критерии: Твердость (58-62 HRC), вязкость, термостабильность
• Экспертный совет: Для гибки нержавейки используйте стали с 16-18% хрома против схватывания
Технологическая цепочка:
Черновая обработка: Резка → Фрезерование (±0.5 мм)
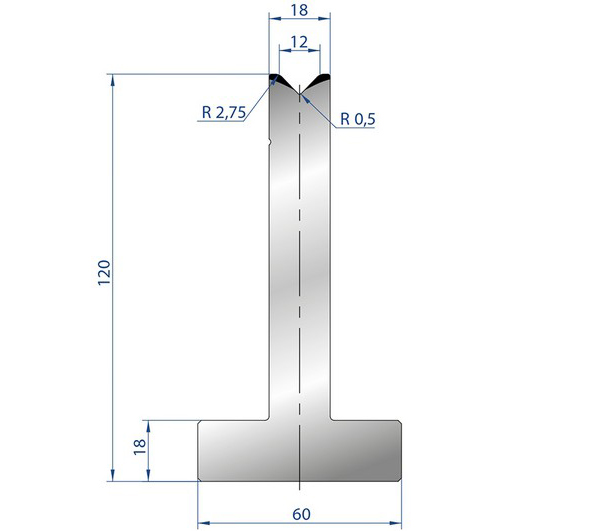
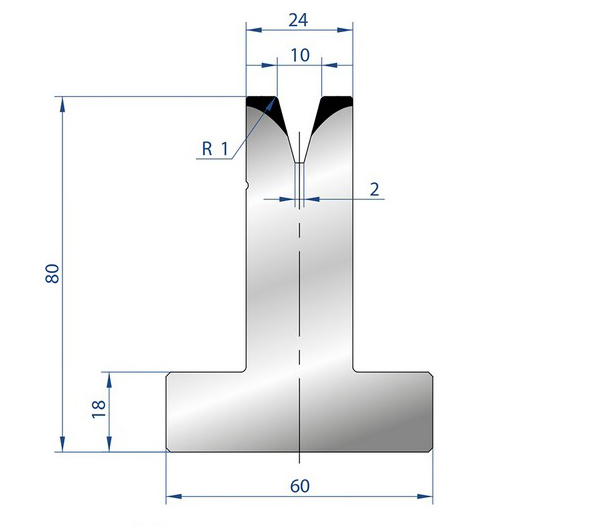
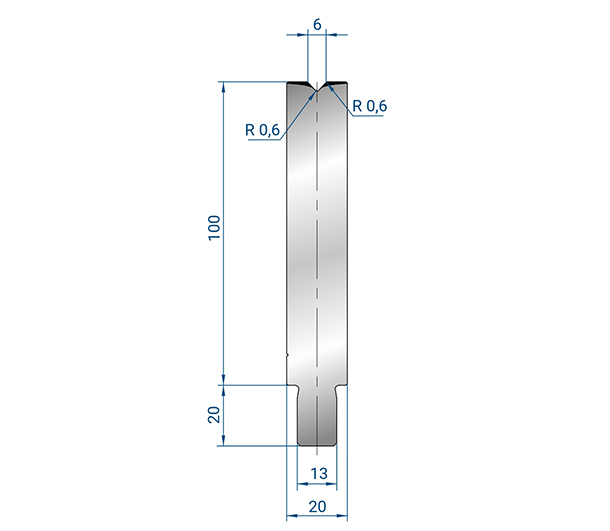
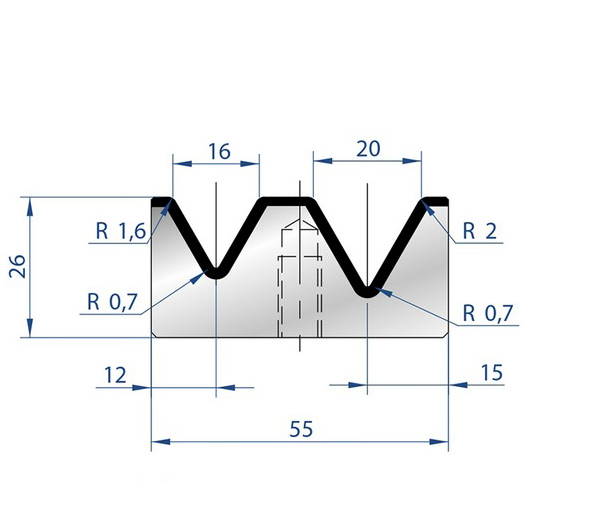
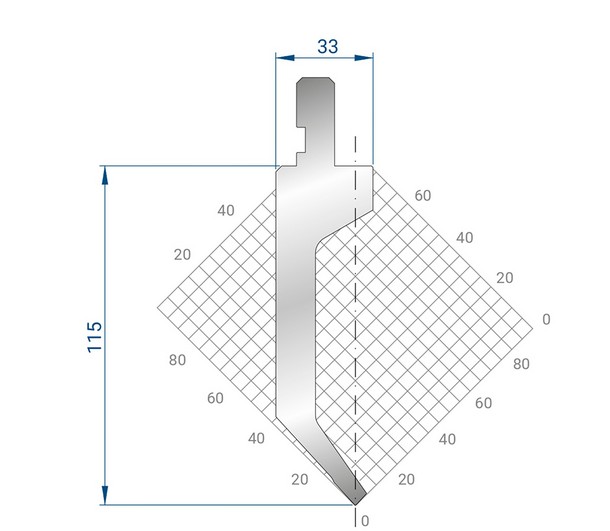
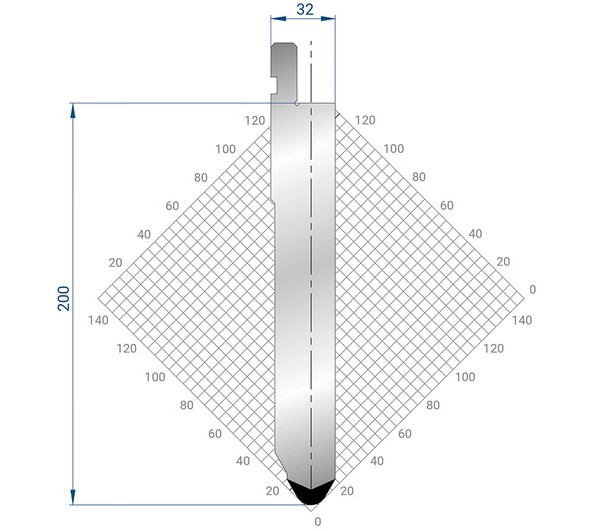
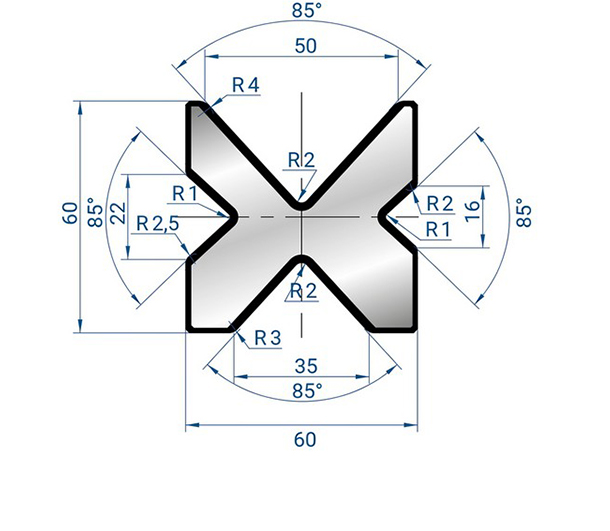
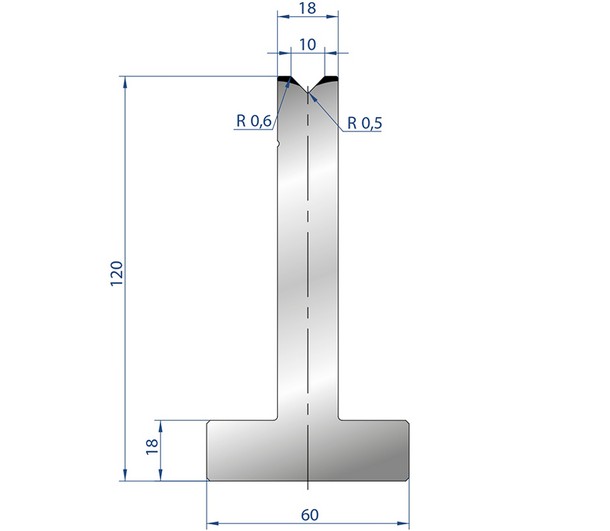
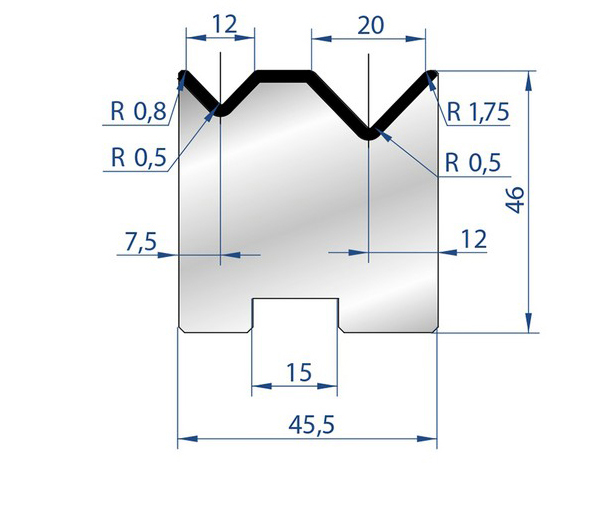
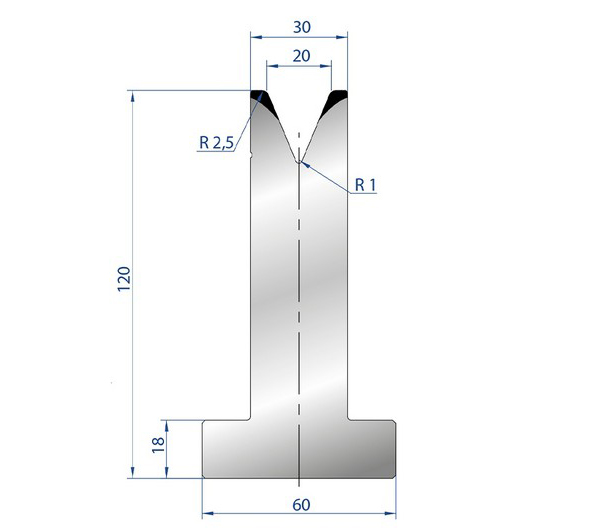
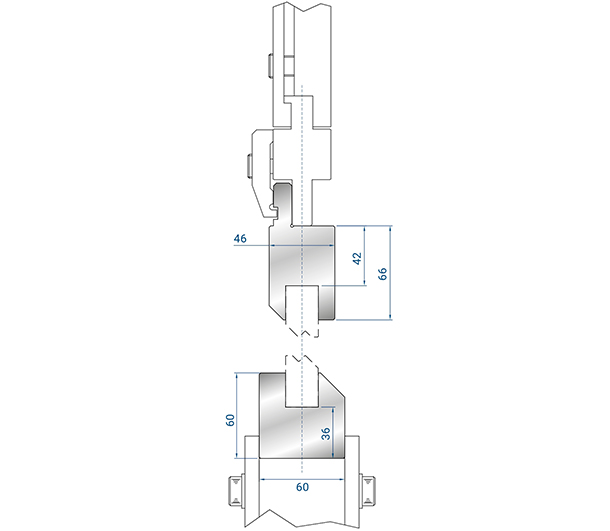
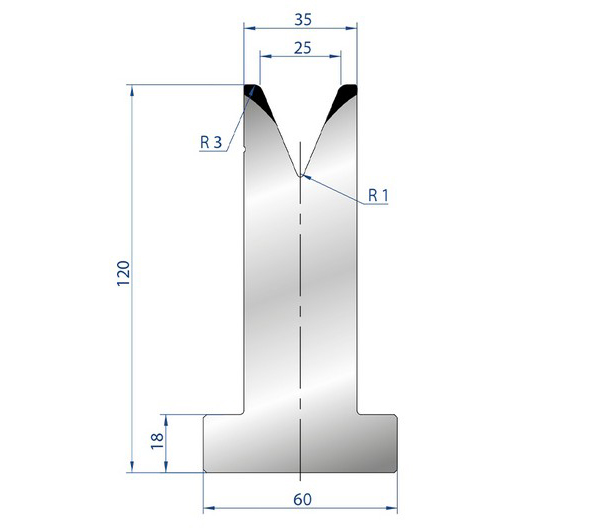
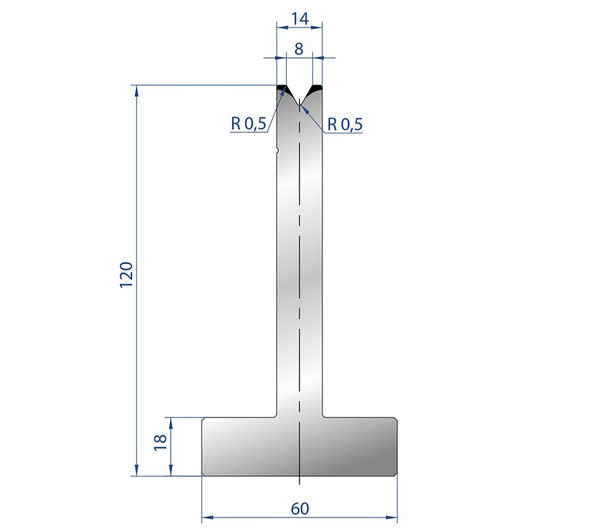
Получистовая: Формирование V-открытия матриц, радиусов пуансонов
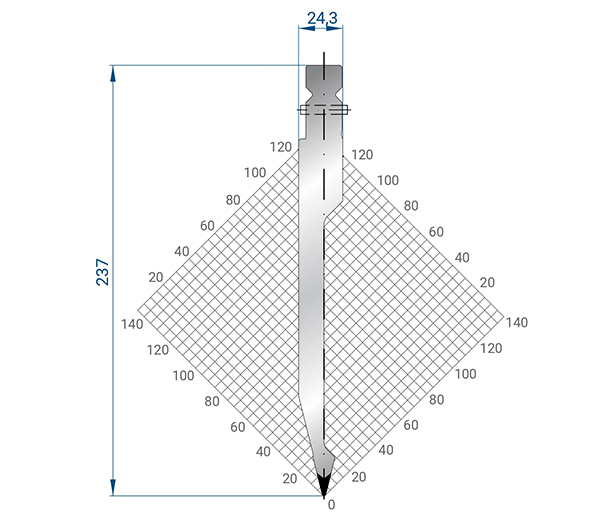
Ноу-хау: 5-осевые ЧПУ создают гусиные шеи и многополостные матрицы с точностью 5 мкм
Этапы закалки:
• Контроль твердости: Тройной отпуск стабилизирует структуру (60±1 HRC)
• Дефектоскопия: Вихретоковый контроль выявляет микротрещины

• Оборудование: Координатно-шлифовальные станки с алмазными кругами
• Достигаемые параметры:
Плоскостность: ≤0.02 мм/м
Шероховатость: Ra 0.4 мкм (для алюминия)
• Критичный этап: Снятие фасок на кромках пуансонов предотвращает заклинивание
Испытательный протокол:
Геометрия: Измерение на КИМ (≤±0.01 мм)
Ресурсные тесты:
10 000 циклов гибки нержавеющей стали 6 мм
Картирование нагрузки для равномерного давления
Совместимость: Проверка по калибрам Wilson/EURA
Правило V-открытия: 6-12 × толщины материала (пример: 3 мм сталь → 18-36 мм)
Радиус пуансона: Определяет внутренний радиус гиба (R=Т×k, k=0.8-6 для стали)
Компенсация прогиба: Выпуклые матрицы нейтрализуют деформацию станины пресса
Некачественная оснастка вызывает:
✓ Отклонения углов >1.5°
✓ Непредсказуемое пружинение
✓ Сокращение ресурса на 40-70%
Вертикальная интеграция FABMAX снижает совокупные допуски на 80%.
Советы технологов:
• Ежедневная очистка: Латунные щетки удаляют налипший металл
• Хранение: Вертикальные стеллажи против деформации
• Восстановление: Плазменное азотирование регенерирует поверхность
Основные термины: оснастка для листогибочных прессов, пресс-формы, гибочный инструмент, гибочная оснастка, пуансоны, матрицы, матрицы для гибки, V-образные матрицы, острые пуансоны, радиусные пуансоны, канальные матрицы, ножевые блоки, стандартная оснастка, инструмент на заказ, инструментальные стали, термообработка, листогибочные прессы с ЧПУ, срок службы оснастки, стоимость гибки, нержавеющая сталь (INOX), алюминий, геометрия пуансонов и матриц, производительность гибочного производства, российское производство.
Коммерческие запросы: купить пуансоны, купить матрицы, комплекты оснастки, продажа гибочного инструмента, изготовление оснастки на заказ, нестандартные пуансоны, специальные матрицы, инструмент для сложной гибки, заточка пуансонов, восстановление матриц, ремонт гибочных ножей, подбор оснастки для листогиба.
Брендовый запрос: FABMAX.
Указание на сайт: www.fabmax.ru.