2025-05-19
Как цеха по изготовлению металлоконструкций могут лучше оптимизировать распространенное ограничение при гибке
Представьте, что вы заметили некоторые показатели эффективности в отделе кромкогибочных прессов, которые не соответствуют требованиям. Узкое место гибки, похоже, отодвигает задания по всему заводу от графика. Что происходит?
Вы идете в отдел гибки, где видите груды незавершенной работы. Штабеля панелей разной толщины лежат с острым изгибом около одного края — наполовину сформированным краем. На прессах вы видите, как операторы меняют наборы острых штампов на набор выравнивающих штампов, а затем возвращаются к штабелю, чтобы выровнять этот острый изгиб в кромку.
На другой гибочной станции вы видите, как два оператора поднимают большую панель вверх, высоко в воздух, все для того, чтобы создать этот первый острый изгиб. Это утомительно, медленно и эргономично.
На еще одном прессе вы видите, как операторы используют молотки, чтобы выбить прокладку из открытого края. Этот открытый подгиб создает блокировочное соединение, которое должно облегчить операцию сборки, если бы только вы могли вытащить эти детали из цеха листогибочного пресса.
На другой станции вы видите оператора, который изо всех сил пытается удержать заготовку в плющильном штампе. Лист продолжает выскакивать к нему, прежде чем штамп закроется. Рядом с ним вы видите груды бракованных деталей с трещинами вдоль внешней поверхности подгиба.
Этот сценарий закона Мерфи, конечно, гипотетический, но он помогает проиллюстрировать лишь некоторые скрытые проблемы подгибки, которые могут привести к серьезной неэффективности. С современными тормозами и процессами воздушной гибки даже чрезвычайно сложные и точные детали могут пролететь через гибку без сучка и задоринки. Но самые простые детали и панели могут серьезно затруднить производительность гибки, если упустить несколько подгибов и стратегия инструмента не учитывает их.
Производители могут использовать набор плющильных штампов для подгибки, но между сплющиванием и подгибкой есть тонкая разница. «Сплющивание и подгибка на самом деле два разных процесса, и они делают разные вещи». Это был Стив Браун, менеджер по гибке продукции Wilson Tool, Уайт-Беар-Лейк, Миннесота. «Для сплющивания вы действительно используете набор плющильных инструментов, как тяжелый молот. Вы можете не только сплющить подгиб, вы можете выпрямить материал. Опять же, вы используете его как молоток».
Чтобы создать подгиб, тормоз делает острый предварительный изгиб, а затем начинает окончательную операцию подгибки. Инструмент частично формирует подгиб, чтобы создать подгиб в форме капли. После того, как вы сформируете закрытый подгиб, плунжер сбрасывает давление, и подгиб слегка раскрывается, открывая внутренний радиус, близкий к нулю.
Когда вы выравниваете кромку, материал по сути сминается сам по себе, как при операции чеканки или донной обработки. Это фактически создает нулевой внутренний радиус изгиба. Действительно, выравнивающий штамп остается одним из немногих настоящих наборов инструментов «донной обработки» или «монетной обработки», используемых в операциях по торможению, в которых преобладает прецизионная воздушная формовка.
Выпрямляющие инструменты могут сформировать закрытую кромку, а затем продолжить прилагать давление (подход «большого молотка») для выравнивания. Но специализированные кромкогибочные инструменты обычно не делают того же самого. Они прилагают достаточно давления, чтобы создать желаемую кромку, и все.

Процесс подгибки кажется простым, но реальность полна тонкостей. То, как инструмент для подгибки подходит к последнему этапу создания подгибки, меняется в зависимости от желаемой формы подгибки и, что наиболее важно, от инструмента, который использует отдел гибки.
Инструменты варьируются от самых базовых, включая наборы выравнивающих штампов «большой молот», до специальных и специальных наборов инструментов, включающих уникальные формы инструментов, пружины и гидравлику для создания даже самой сложной подгибки всего за несколько ударов на одном наборе инструментов.
Какой инструмент использовать, зависит от области применения, того, насколько объем подгибки на самом деле требуется при операции, и времени, которое занимают эти операции по подгибке. Здесь ключевым моментом является время измерения. Длинная подгибка, требующая нескольких настроек, может существенно снизить производительность гибки.
Самый простой подход к изготовлению кромки — использовать набор острых штампов, за которым следует выравнивающий штамп. Если у инструментария общая высота закрытия, операторы могут разместить наборы инструментов для острой гибки — с V-образными штампами для размещения материалов различной толщины, которые могут потребовать фальцовки — рядом с набором инструментов для фальцовки. Однако во многих случаях, особенно когда задействованы материалы различной толщины, операторы выполняют фальцовку в двух установках: одна для острой гибки, а другая с выравнивающими штампами. «Вот почему у нас всегда были проблемы с эффективностью, когда дело доходит до фальцовки», — сказал Браун.
Большинство установок с использованием выравнивающих штампов имеют свободную форму. То есть операторы помещают частично сформированный подгиб на выравнивающие штампы без заднего упора. Они просто на глаз определяют положение заготовки перед включением тормоза. Пальцы заднего упора могут помочь оператору удерживать деталь неподвижно во время фазы подхода плунжера, но во время гибки эти пальцы должны быть в стороне.
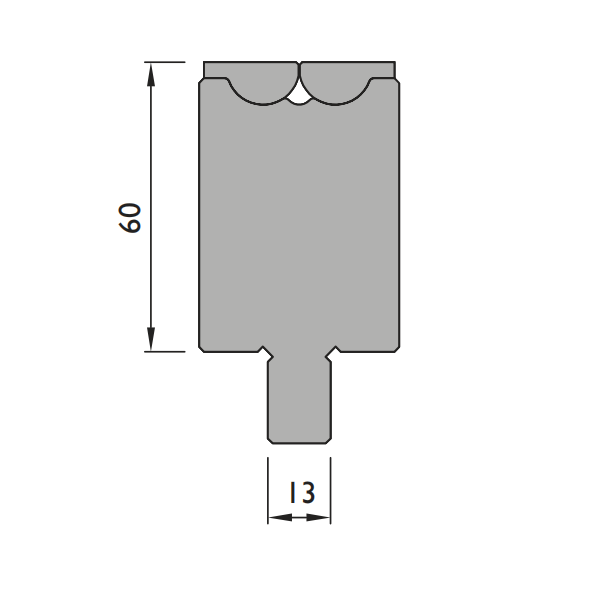
Однопозиционные инструменты для подгибки объединяют все необходимые для подгибки удары в одном наборе инструментов. Одна из самых популярных версий включает в себя пружинные механизмы.
«В них пружина поднимает центральную секцию. Вы перемещаете деталь в слот. Затем вы опускаете пуансон и сжимаете подгиб».
Это был Дон Вандер Уолл, руководитель группы технических инженеров по продажам в WILA USA, Луисвилл, штат Кентукки. Он добавил, что другие наборы инструментов обеспечивают полку или площадку на плече матрицы, где оператор может сделать окончательный изгиб для подгибки. Эти инструменты особенно полезны, потому что они могут делать больше, чем подгиб. Если для серии работ требуется острый угол изгиба без подгибки, эти инструменты для подгибки можно оставить на листогибочном прессе для их формирования.
Какой из них лучше всего подойдет, зависит от множества факторов. В качестве первого шага Браун сказал, что магазины должны обратить внимание на длину подгибки. Короткие подгибы можно сгибать на одной установке острого и плющильного инструмента с соответствующими высотами закрытия. Конечно, этот подход не работает для подгибов длиннее половины станины листогибочного пресса. В этих случаях у операторов не будет выбора, кроме как демонтировать острый инструмент и заменить его набором для плющения, чтобы создать подгиб. В этих случаях однопозиционные плющильные инструменты могут быть хорошим вариантом.
Какой тип однопозиционного плющильного инструмента выбрать, зависит от области применения, включая форму подгиба, который вам нужно создать. У некоторых специальных инструментов есть элементы, которые контактируют с острым фланцем таким образом, что сохраняют меньший радиус при создании подгиба. Это может изменить окончательную форму подгиба. Опять же, что работает лучше всего, зависит от материала, с которым вы работаете, и размеров подгиба, которые вам нужно сформировать.

Также сложно с этими инструментами работать с более толстым материалом, например, 12 или 14 калибра, особенно на больших длинах. Как объяснил Браун, матрица может быть достаточно широкой для формирования начального изгиба, но формирование кромки — это другой вопрос.
«Более толстый материал будет иметь больший [внешний] радиус, который будет сложнее сплющивать во время окончательной кромки. При неправильном инструменте, который не имеет достаточного контакта с материалом, [кромка] захочет выскочить в сторону оператора. И чем длиннее деталь, тем чаще это происходит».
Вандер Уолл добавил, что то же самое относится к инструментам с посадочным местом на плече матрицы. «Такая конструкция обычно ограничивает вас легким материалом. Она не подходит для более толстого материала. У вас есть небольшая посадочная площадка, которую вы используете для выравнивания кромки. Если вы пытаетесь подшить твердую нержавеющую сталь, материал может вытолкнуть вас обратно».
Подавляющее большинство операций по кромкогибке связано с тонким материалом, но некоторые из них подразумевают более толстый и/или прочный материал, который может быть тяжелым для листогибочного пресса. В этих случаях осевое давление спереди назад может стать проблемой. Чрезмерное усилие во время выравнивания может привести к смещению и перекручиванию верхнего и нижнего инструментов. Хуже того, операция может перегрузить машину и вызвать сбой ползуна, со временем навсегда прогнув ползун и станину.
Обычно осевое давление не является проблемой для более тонкого материала, но по мере того, как материалы становятся толще, а подгибы становятся длиннее, усилие растет. В этих случаях могут помочь поглощающие осевое давление штампы. «Если вы время от времени выполняете работу по кромкогибке с большим осевым давлением, все может быть в порядке», — сказал Браун, «но если у вас есть изделие с подгибами из толстого, сложного материала, приобретение поглощающего осевое давление штампа может быть разумным решением. Вы можете либо сделать это, либо заменить или отремонтировать листогибочный пресс. Это осевое давление куда-то уйдет».
«Когда вы получаете более 14 калибра и пытаетесь подшить материал 12 калибра и 3/16 дюйма, вы можете получить большую тягу», — сказал Вандер Уолл. «Вы предварительно сгибаете его, чтобы получить острый угол, но затем у вас есть операция подгибки, которая поглощает боковую тягу». Он описал одну установку, в которой инструмент движется назад, чтобы компенсировать силы формовки, поглощая тягу и защищая листогибочный пресс от серьезных повреждений.
Также могут возникнуть проблемы с трещинами, особенно на твердых нержавеющих сталях и алюминии, таких как 6061-T6. Как сказал Браун: «Если вы возьмете твердый кусок алюминия и начнете его подгибать, вы, скорее всего, получите трещины, даже если будете сгибать против волокон материала. Но для определенных сортов нержавеющей стали, таких как подгибы на столешницах из нержавеющей стали, это, безусловно, может сработать».
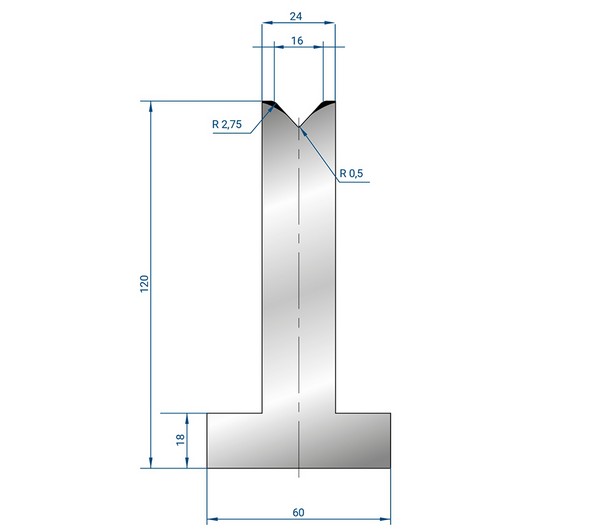
Вандер Уолл добавил, что на очень толстом материале лучшим способом избежать трещин является формирование каплевидной кромки. Геометрия по-прежнему обеспечивает защиту кромки, но ее также можно формировать без трещин и стабильным образом. Оператору не придется напрягаться, удерживая заготовку в нужном положении. «С более толстой нержавеющей сталью иногда требуется несколько человек, чтобы удерживать большую часть на месте, пока инструмент выравнивает кромку. Это не идеально».
В этих сложных приложениях Ларри Боден, специалист по инструментам для гибочных прессов в Mate Precision Technologies, Анока, Миннесота, также предпочитает каплевидную кромку, особенно из нержавеющей стали. В частности, он рекомендует обращать внимание на радиус, образованный во время начального острого изгиба.
«При ударе под острым углом вы хотите, чтобы внутренний радиус соответствовал радиусу готовой кромки. Когда вы начинаете его сдавливать, он катится, край ударяется о металл, а затем начинает подниматься по краю. Это выглядит хуже, чем капля, и вы создаете зазор, который может быть опасным для пореза. Чем более плоским вы пытаетесь его сделать, тем больше он поднимается. Вот почему лучше не сглаживать его полностью».

Еще одна проблема, сказал Боден, заключается в том, чтобы обращать внимание на то, какой этап подгибки выполняется, особенно на старых машинах со старым управлением. Каждый подгиб состоит как минимум из двух отдельных этапов: острый угол и операция сплющивания. «Если вы выполняете неправильный этап, вы сломаете свой инструмент. Так, если вы выполняете этап сплющивания для острого изгиба или если вы выполняете этап острого изгиба во время сплющивания, вы сломаете свой инструмент. За эти годы я видел много сломанных штампов для подгибки».
Твердый материал может быть сложным для подгибки, но, как объяснил Боден, даже более мягкий материал может вызвать проблемы, когда радиус мал, а подгибка значительно растягивает материал. «На самом деле, даже формуемый материал, такой как алюминий 5052-H32, материал, который совсем не похож на 6061-T6, трескается в определенных ситуациях, когда вы его подгибаете. Это происходит, когда вы просто слишком сильно растягиваете материал».
Если мастерские работают с большими панелями с подгибкой кромок и у них есть место и ресурсы, они могут использовать фальцевальный или гибочный станок. Эти машины позволяют создавать подгибы с плоской панелью, горизонтальной к полу — больше не нужно поднимать и поддерживать листы, чтобы сделать начальный острый изгиб подгиба.
Оказывается, однако, мастерской не нужна отдельная машина, чтобы сделать такой изгиб. Специальные инструменты для подгибки плоских листов используют протирающее действие для создания острого фланца, но они также позволяют оператору удерживать панель горизонтально к полу на протяжении всей операции. Во время первого удара инструмент протирает фланец над прижимным инструментом до острого угла. Последний удар создает окончательную форму подгиба.

Браун добавил, что такие инструменты могут быть разработаны для создания точных открытых подгибов. «Радиус подгиба самый прочный, поэтому он сжимается последним». Вот почему, просто ослабляя пресс-форму, каплевидная форма формируется естественным образом. Тормоз просто прекращает приложение силы до того, как этот радиус полностью сжимается. Вот почему создание открытого подгиба без прокладки может быть сложным.
Однако с помощью инструмента для подгибки листа с плоским листом действие протирания создает меньший внутренний радиус на исходной остроугольной форме. Этот небольшой радиус помогает сложить подгиб до более плотного открытого размера. Затем, для окончательного удара, металл оборачивается вокруг оправки — по сути, прокладки, встроенной в сам инструмент. Опять же, имеет ли это смысл или нет, зависит от требований приложения и объемов задействованных деталей. Независимо от этого, сказал Браун, существуют технологии инструментов, которые помогают делать эти сложные размеры открытого подгиба быстрее и более последовательно.
Другие специальные инструменты могут помочь создать необычные подгибы, такие как угловые подгибы на концах листов, подгибы швов в середине листов, которые действуют как ребра жесткости, и зажимы Z-образной подгибки, которые создают самофиксирующееся соединение. Как всегда, требования к применению и объему определяют решения по инвестициям в инструменты. Их также часто необходимо тестировать. Специальные инструменты могут быть разработаны для создания уникальных подгибов за один удар, при этом материал отскакивает до точного требуемого размера, но их необходимо тестировать, чтобы убедиться, что материал ведет себя так, как задумано.
По мере роста объемов экономические обоснования для большего количества инвестиций в инструменты становятся сильнее, и это включает в себя специальные системы для подгибки. Некоторые инструменты имеют пневматические или гидравлические компоненты, которые помогают конечному элементу инструмента быстро возвращаться в исходное положение — идеально для цехов, которые делают подгибку за подгибкой за подгибкой.
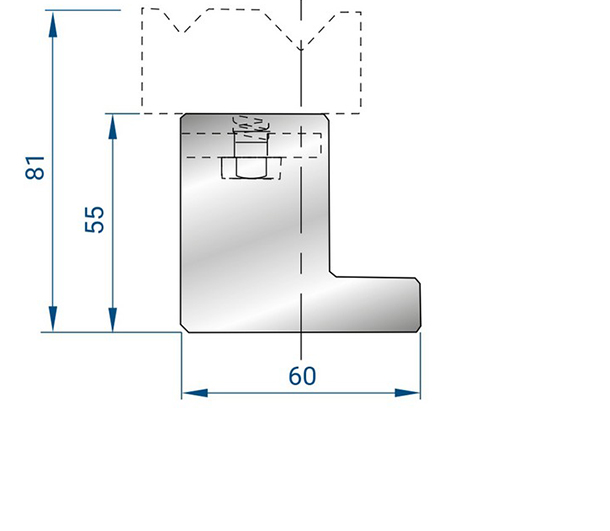
Это также относится к гидравлическим столам для подгибки, которые также служат держателем штампа на гибочном прессе (см. основное изображение и рисунок 5). «Это больше подходит для производственной подгибки», — сказал Вандер Уолл. «Вы используете нижний гидравлический инструмент для подгибки в качестве фактического держателя штампа в прессе. Вы оставляете его там все время, в опущенном положении. Вы используете и меняете свои стандартные инструменты по мере необходимости, и когда вам нужно сделать подгибку, вы кладете свой острый пуансон сверху и нажимаете отдельную ножную педаль, которая приводит в действие систему и перемещает инструмент для подгибки вверх. Вы делаете острый изгиб, затем сглаживаете, чтобы сделать подгибку».
Конечно, не для каждого пресса нужен стол для подгибки или специальные инструменты, которые могут создавать специальные формы за несколько ударов. Но некоторые работы действительно могут принести пользу, особенно если операция страдает от серьезного узкого места подгибки.
Наличие нескольких установок для завершения одной подгибки — это не весело. Также не весело поддерживать большую панель, когда она высоко поднимается в воздух для первого резкого изгиба. Также не весело выбивать прокладку, которая застряла в длинной открытой подгибке, или бороться с тем, чтобы большая панель не выскочила из подпружиненного инструмента для подгибки, рассчитанного на более тонкий материал. Не каждый инструмент подходит для любого применения, но поиск правильного инструмента для подгибки или чего-либо еще на листогибочном прессе может иметь решающее значение.

Предлагаем гибочный инструмент(гибочных инструментов): пуансоны и матрицы для гибочных прессов с различными системами крепления, таких как: Amada Promecam, Aliko, Yawei, Durmazlar, Baykal, Accurl, Accurpress, LVD, Darley, Насо, Wila, Trumpf, Rolleri, UKB, Eurostamp и тд. –Поставщик гибочных инструментов Fabamx
Статья перепечатана из: https://www.thefabricator.com/thefabricator/article/bending/sheet-metal-hemming-strategies-on-the-press-brake
Посмотреть наши инструменты:https://www.fabmax.ru/products/dies/