2025-06-04
В идеальном мире у каждого менеджера цеха был бы капитал, чтобы купить этот блестящий новый листогибочный пресс со всеми прибамбасами и переоборудовать цех новыми пуансонами и матрицами, чтобы обеспечить максимальную производительность. В реальном мире, где есть бюджеты и работа, повышение производительности листогибочного пресса не так просто. Но это не так сложно и не так затратно, как вы могли бы подумать.
Цеха, которые испытывают резкий рост производительности листогибочного пресса, не обязательно делают значительные капиталовложения в новые машины и инструменты. Компании, которые практикуют бережливое производство и переоценивают и перепрофилируют существующее оборудование, часто обнаруживают, что минимальные инвестиции имеют большое значение.
Меньшие инвестиции в зажимные системы могут помочь сократить время настройки. Ручные зажимные системы относительно недороги и могут сделать загрузку вашего существующего инструмента быстрее, безопаснее и проще. Они также позволяют проводить модернизацию, что позволяет использовать инструмент европейского типа на станках, которые на самом деле не были для этого предназначены.
Гидравлический зажим основывается на этой идее, ускоряя настройку листогибочного пресса с помощью зажима и установки с помощью кнопки, которая выравнивает и центрирует инструмент за одну операцию (см. рисунок 1). Эти системы также работают в вашем существующем прессе, увеличивая производительность гибки, создавая больший зазор перед и за балкой.
Большинство производителей имеют различные тормоза разного возраста. При бережливом производстве часть оборудования не обязательно должна работать все время, чтобы быть полезной. Она просто должна выполнять работу, которую она может выполнить.
Рассмотрите возможность использования старого, менее точного листогибочного пресса для простых, повторяющихся изгибов. Попробуйте настроить его с помощью часто используемых инструментов (например, набора для кромкования и выравнивания), которые останутся в машине. Это устраняет необходимость вырывать инструменты для выполнения различных операций.
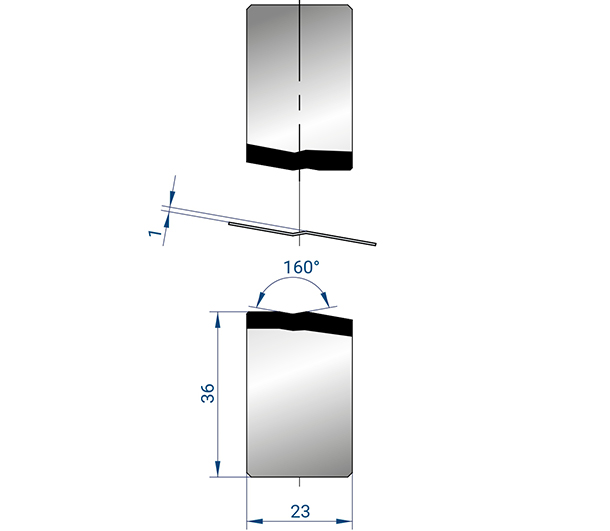
Гибка воздухом, конечно, является наиболее распространенным методом гибки сегодня. Однако некоторые старые машины могут быть недостаточно точными для выполнения гибки воздухом. Это не значит, что они бесполезны. Почему бы не загрузить его набором 90-градусных, прецизионных шлифованных инструментов и не позволить машине делать то, что она делает лучше всего? Вместо гибки воздухом используйте машину для формовки под тоннажом путем чеканки.
Инструменты с точной шлифовкой под углом 90 градусов все еще производятся, потому что у них есть место в цехе для изготовления хороших деталей. И иногда это происходит на том старом тормозе, который не может точно гнуть воздух, но определенно может гнуть снизу или чеканить.
Когда ваш цех будет готов приобрести новый инструмент, изучите группу деталей, которые будут обрабатываться инструментами. Другими словами, определите ассортимент продукции, которую вы сгибаете, а затем выберите инструмент, способный выполнять наибольшее разнообразие функций.
Идеальная настройка была бы, если бы вам нужно было только добавить или удалить секцию пуансона, чтобы перейти к следующей детали. Очевидно, что это намного быстрее, чем делать совершенно новую настройку для каждой детали.
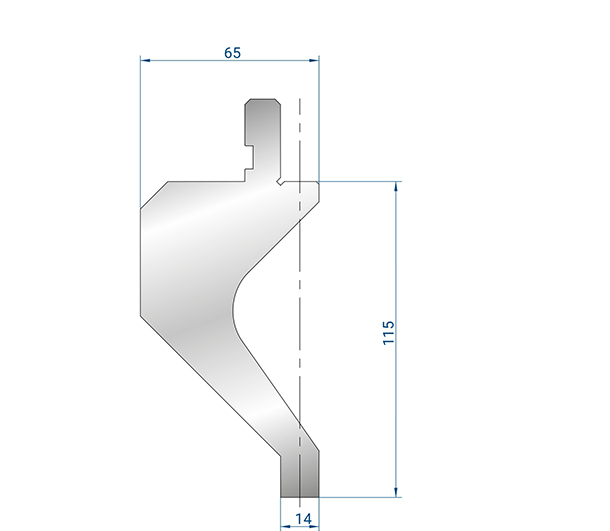
Press brake tools are getting taller, so you don’t have to add an extension to a shorter tool. Taller tools may be a bit more expensive, but if they allow you to keep one punch in for most of the time, you can eliminate many setups between jobs, and the return on investment comes quickly. For instance, you could use a block-style punch to perform a simple, 90-degree bend and that’s it. Or you could use a gooseneck tool that can stay in the brake for 90-degree and other bends because it has relief and flexibility.
Quick tool changeout is as important as ever to increase throughput. But being creative with the geometry and the height of the tool family is just as important, because nothing is faster than leaving the same tool in and just moving on to the next job.
Рассмотрим современный компьютерный корпус, требующий изгибов под разными углами. Периметральные 90-градусные изгибы обычно чеканятся. Внутренние изгибы могут потребовать радиусных инструментов, а для других могут потребоваться инструменты со смещением.
В этой ситуации у вас есть несколько вариантов. Один оператор может настроить и разобрать один пресс с тремя различными наборами инструментов — что, очевидно, займет значительное количество времени. В качестве альтернативы операторы могут установить три различных набора инструментов на три отдельных листогибочных пресса. Один оператор будет чеканить 90-градусный изгиб, а затем передавать деталь на вторую станцию. Другой оператор будет выполнять радиусный изгиб, а затем отправлять его на смещенный изгиб таким же образом. Однако ни один из вариантов на самом деле не использует преимущества концепции бережливости, особенно в малосерийных приложениях.
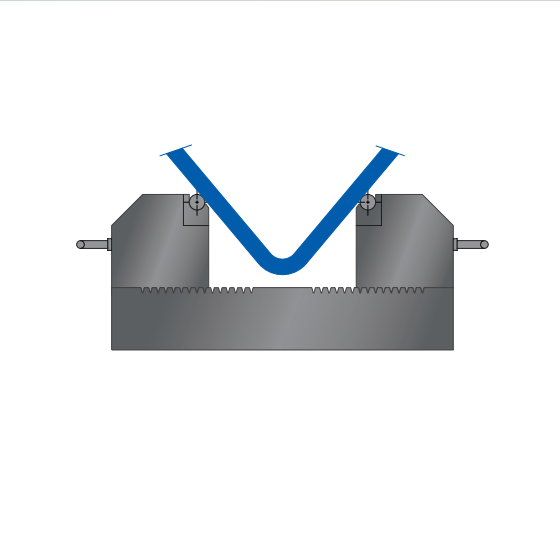
Более эффективное решение будет включать настройку серии пуансонов и штампов вместе на одном листогибочном прессе. С помощью этой техники, известной как поэтапная гибка, оператор станка проходит плоскую деталь от начала до конца через каждый этап гибки на одном листогибочном прессе (см. рисунок 2). Это создает процесс с одной остановкой, который требует всего одного оператора станка для обработки каждой детали только один раз на одном листогибочном прессе. Это упрощает сложные, краткосрочные работы, устраняя непродуктивные, повторяющиеся задачи, сокращая время настройки, обработки деталей и работы в процессе.
Традиционно поэтапная гибка требовала от опытного оператора листогибочного пресса использования специальных стояков и прокладок для достижения общей высоты закрытия для всех пуансонов и матриц. Но современные инструменты для поэтапной гибки имеют встроенные общие высоты закрытия, что позволяет операторам станков выполнять серию гибок за одну установку без сложного процесса подготовки. Инструменты смещения, выравнивания, гусиной шеи, 30-градусные и другие инструменты можно настраивать постепенно на одном листогибочном прессе, не опасаясь столкновения пуансонов и матриц.
Независимо от того, выполняете ли вы гибку на старых или новых листогибочных прессах, поэтапная гибка все равно может помочь сократить время настройки. Старые листогибочные прессы могут не обладать точностью для воздушной гибки, но они все еще могут сгибать снизу несколько различных геометрий в деталь за одну установку.
Это может быть справедливо даже для листогибочных прессов до ЧПУ с ручными рукоятками для регулировки оси R на заднем упоре. Хотя никакие инструменты никогда не сделают эти машины такими же гибкими и эффективными, как их собратья с ЧПУ, старые машины также могут выиграть от инструментов с общей высотой закрытия. В целом, высота плеча матрицы в инструментах с общей высотой закрытия мало варьируется и поэтому требует незначительной, если вообще требует, регулировки заднего упора.
Конечно, есть существенные исключения. Инструмент под углом 30 градусов рядом с другими инструментами может вызвать некоторые проблемы с задним упором для ручных машин. Но для многих применений, пока задний упор установлен в средней точке, материал все равно будет попадать на накладку заднего упора, даже если высота плеча матрицы немного короче или выше.
Многие выбирают машины с большим количеством наворотов. Но через полгода рабочие могут вообще не использовать эти дополнения, потому что у них просто нет времени узнать, как максимально использовать функциональность новой машины. Легко вернуться к тому, что знакомо и удобно.
Тем не менее, вы заплатили за навороты, так что не позволяйте им пропадать зря. Эти функции могут включать в себя различные виды адаптивной формовки, например, позволяя машине узнавать, насколько сильно ей нужно сгибать определенные материалы, чтобы обеспечить отдачу. Другие функции могут быть такими простыми, как сохранение программ в элементах управления машины. На этих машинах доступно так много памяти и хранилища, и тем не менее часто техники все равно пишут программу каждый раз, когда появляется работа. Это время можно использовать для производства.
Операторы гибочных прессов являются экспертами в деталях, которые они пытаются сформировать. Ассортимент машин в каждом цехе уникален, и существует множество различных способов сделать хорошую деталь. Цель должна заключаться в максимизации пропускной способности для сокращения времени производства и, в конечном счете, общего времени выполнения заказа. Вам необходимо минимизировать действия, которые не добавляют ценности, такие как время перемещения детали между рабочими станциями и время настройки машины, что особенно важно для цехов по изготовлению деталей.
Бережливое производство и другие методы улучшения сокращают общее время производства, и стратегия гибки и инвестиции в инструменты цеха должны учитывать это. Ни один аспект вашей операции гибки не работает изолированно. Вам нужно рассматривать всю систему в целом, потому что ни одно решение не может обеспечить всю доступную производительность.
Статья взята с сайта: https://www.thefabricator.com/thefabricator/article/bending/what-press-brake-tool-do-fab-shops-need-really
FABMAX: Мы предлагаем инструмент для листогибочных прессов: пуансоны и матрицы для гибочных прессов с различными системами зажима, такими как: Amada promecam, Aliko, Yawei, Dumazlar, Baykal, Accur, Accurpress, LVD, Safan Darley, Haco, Wila, Trumpf, Rolleri, UKB, Eurostamp и т. д.