2025-04-09
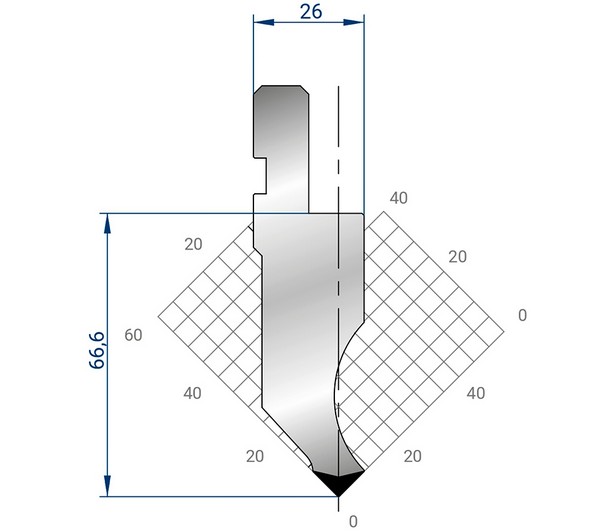
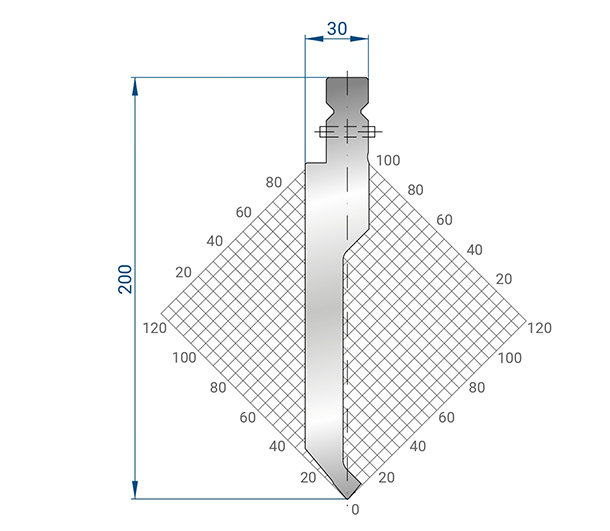
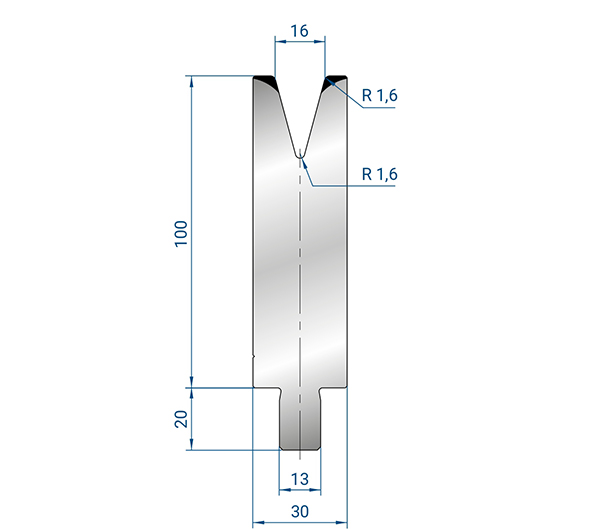
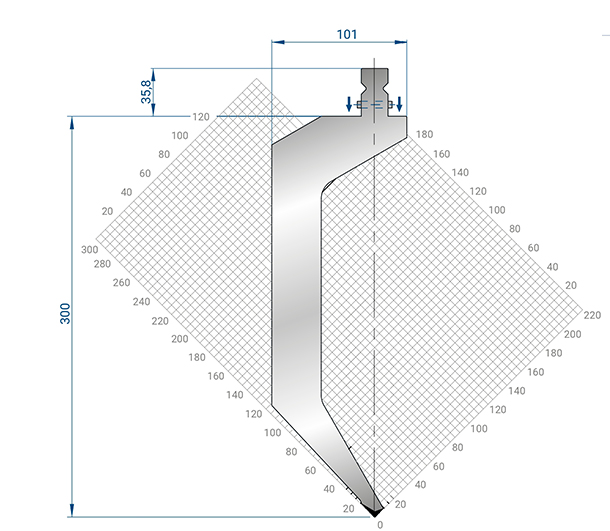
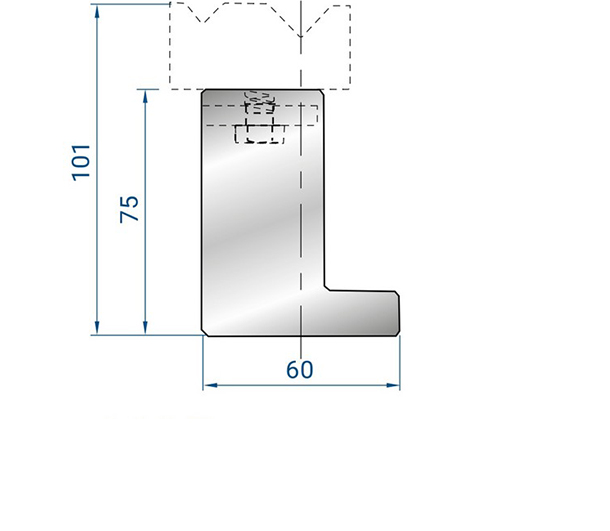
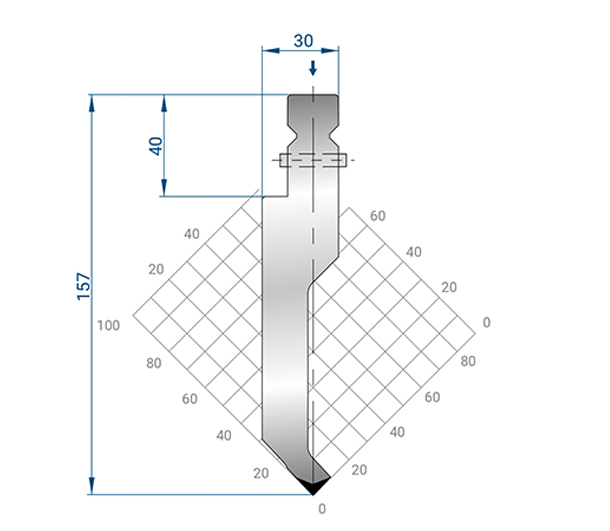
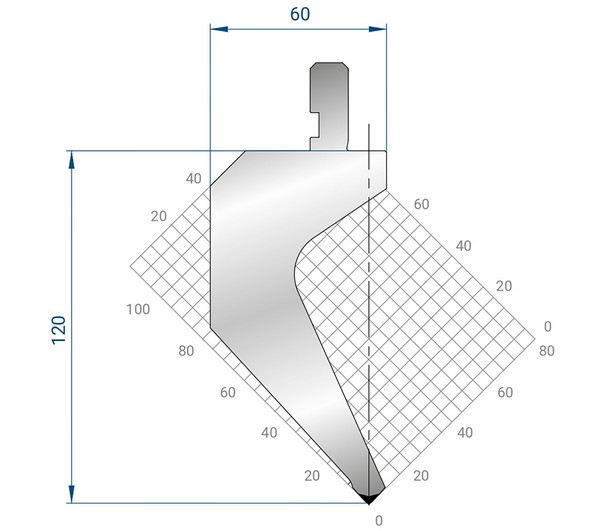
Гибочные формы включают в себя L-образный, R-образный, U-образный, Z-образный и другие типы гибки. Верхние формы в основном имеют разные углы, такие как 90°, 88°, 45°, 30°, 20°, 15° и т. д.
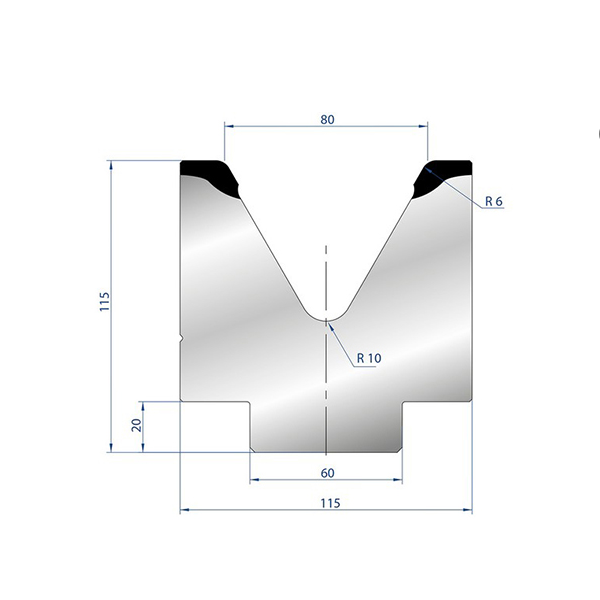
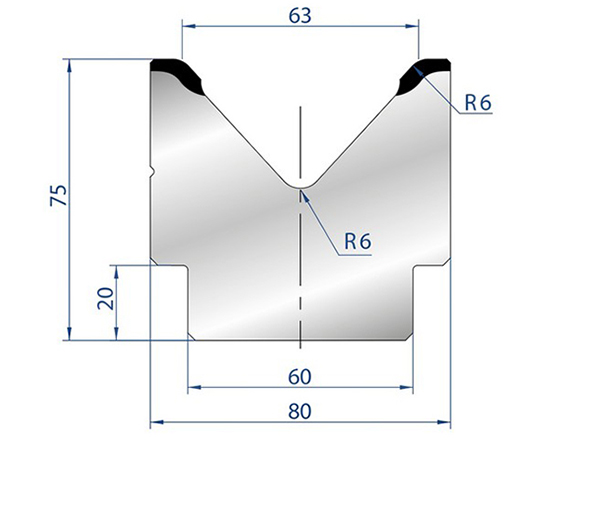
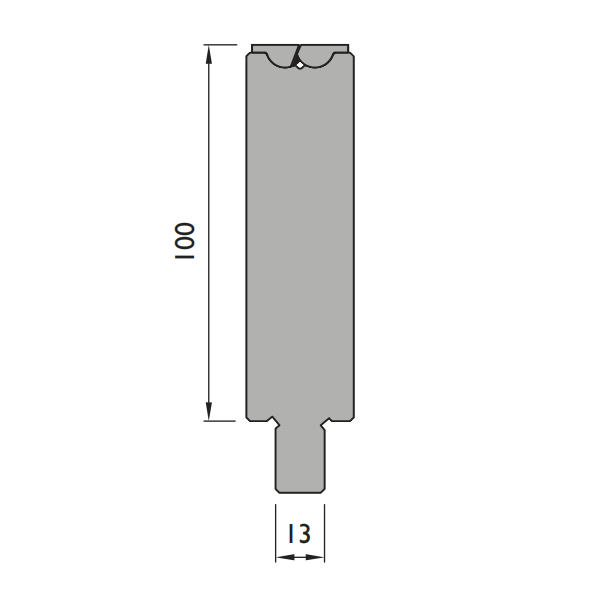
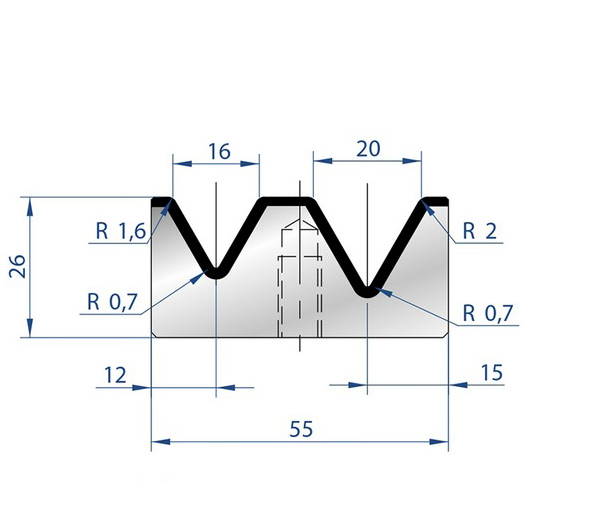
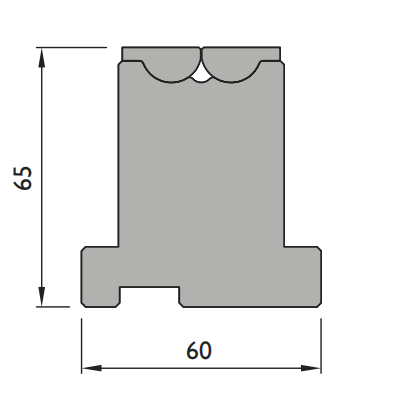
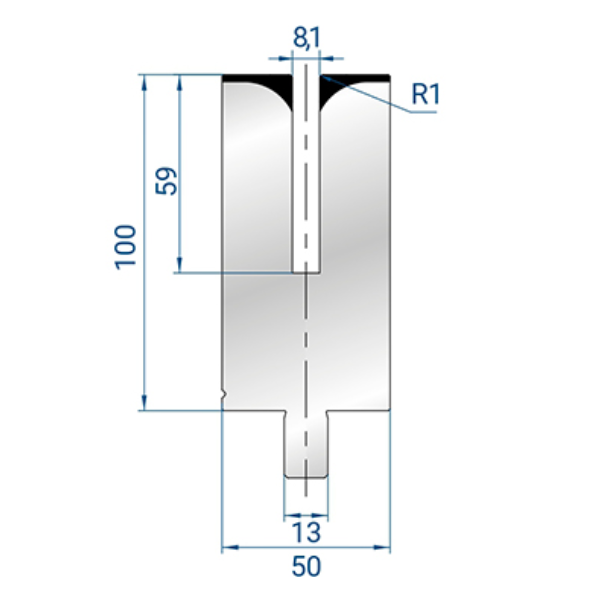
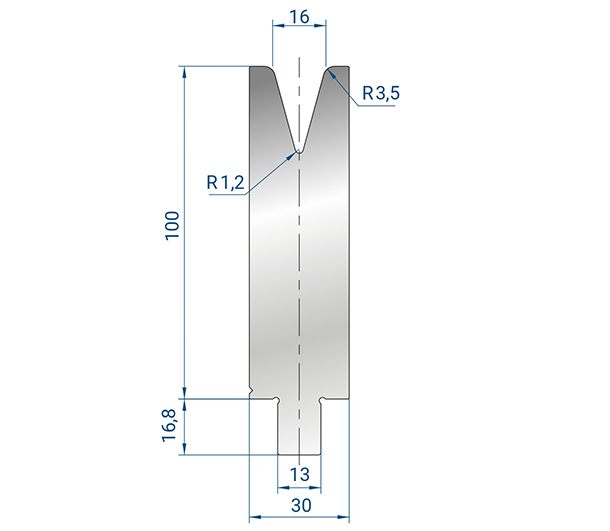
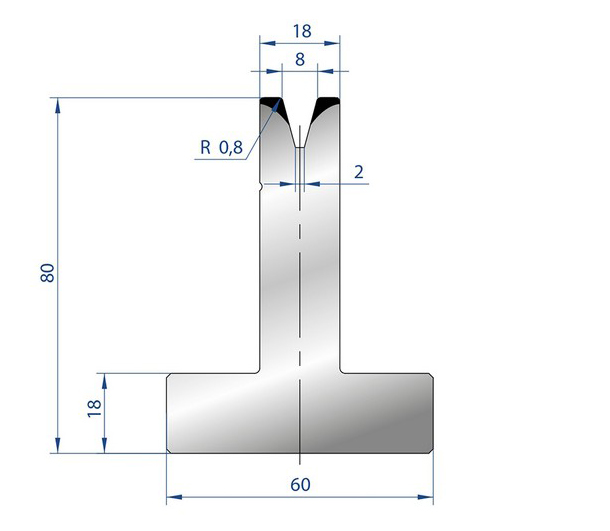
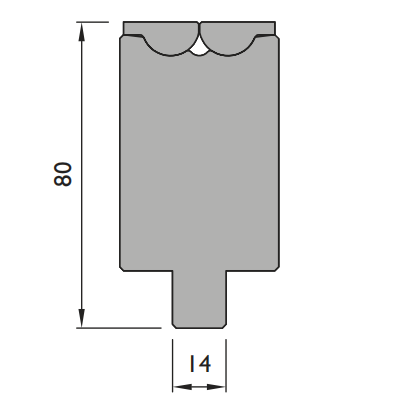
Нижний штамп имеет двойной и одинарный паз с различной шириной паза 4~18 В, а также нижний штамп R, нижний штамп с острым углом, выравнивающий штамп и т. д.
Верхняя и нижняя формы разделены на сегменты и целые: сегменты верхней формы обычно имеют размеры 300 мм, 200 мм, 100 мм, 100 мм, 50 мм, 40 мм, 20 мм, 15 мм, 10 мм, а общая длина составляет 835 мм.
Нижний штамп обычно делится на 400 мм, 200 мм, 100 мм, 50 мм, 40 мм, 20 мм, 15 мм и 10 мм, что в общей сложности составляет 835 мм.
① Гибочная форма изготовлена из высококачественной стали после специальной термической обработки. Он обладает такими характеристиками, как высокая твердость, износостойкость и высокая стойкость к давлению. Однако каждый комплект форм имеет свое предельное давление: тонн/метр. Поэтому при использовании формы необходимо правильно выбрать ее длину, то есть какое давление следует добавлять на каждый метр, и оно не должно превышать давление, указанное на форме.
② Чтобы не повредить форму, оговариваем, что при выравнивании начала отсчета в качестве начала отсчета необходимо использовать верхнюю и нижнюю формы длиной более 300 мм. Только после выравнивания исходной точки можно использовать верхнюю и нижнюю формы одинаковой высоты. Категорически запрещается использовать разъемные формы малого размера для выравнивания исходной точки, а выравнивание исходной точки должно основываться на исходном давлении внутри машины AMADA.
③ При использовании форм, поскольку высота различных форм не одинакова, на одной машине можно использовать только формы одинаковой высоты, а формы разной высоты использовать нельзя.
④ При использовании формы выбирайте соответствующие верхнюю и нижнюю формы в соответствии с твердостью, толщиной и длиной металлического листа. Обычно нижняя форма используется в соответствии со стандартом 5~6T, а ее длина должна быть больше длины листа. Чем тверже и толще материал, тем ниже должна быть форма с более широкой канавкой.
⑤ При сгибании острых углов или прессовании глухих углов следует выбирать угол 30 градусов, сначала сгибать острый угол, а затем прессовать глухой край. При гибке угла R следует использовать верхнюю и нижнюю плашки R.
⑥ При гибке более длинных заготовок лучше не использовать сегментированные формы, чтобы уменьшить следы от ножей, а лучше использовать формы с одной канавкой, поскольку внешний угол R V-образной канавки нижней формы с одной канавкой большой, и на нем нелегко оставить следы от гибки.
⑦ При выборе верхней формы следует понимать параметры всех форм, чтобы определить, какую верхнюю форму использовать, а затем решить, какую верхнюю форму использовать, исходя из формы формуемого изделия.
⑧ При гибке изделий с чрезвычайно высокой твердостью или слишком толстых листов не используйте формы для гибки стальных прутков или других цилиндрических изделий.
⑨ При использовании формы следует сохранять ясность ума. После того, как машина выровняет исходное положение, верхнюю и нижнюю формы следует заблокировать, чтобы предотвратить падение формы и травмирование людей или самой формы. Во время работы будьте осторожны при приложении давления и не прикладывайте слишком большое давление сразу. Обратите внимание на изменения данных, отображаемых на экране.
⑩ После использования формы своевременно поместите ее обратно на подставку для форм и разместите в соответствии с этикеткой. Регулярно очищайте форму от пыли и наносите антикоррозионное масло, чтобы предотвратить появление ржавчины и снижение точности формы.
Предлагаем гибочный инструмент: пуансоны и матрицы для гибочных прессов с различными системами крепления, таких как: Amada Promecam, Aliko, Yawei, Durmazlar, Baykal, Accurl, Accurpress, LVD, Darley, Насо, Wila, Trumpf, Rolleri, UKB, Eurostamp и тд.