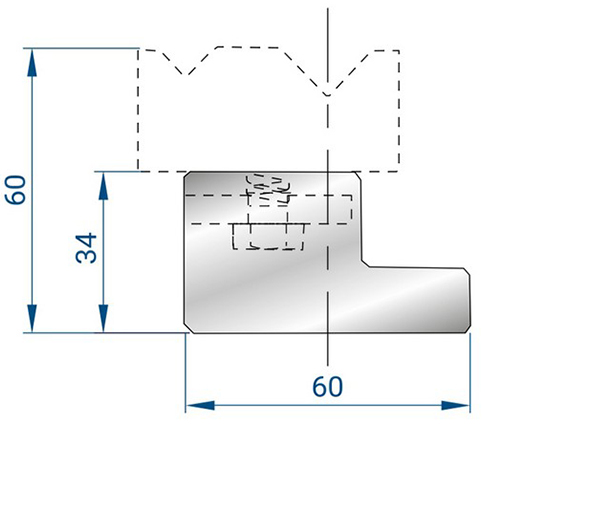
Cерийный номер: Rail.34.60
Место происхождения: Аньхой, Китай
Фирменное наименование: FABMAX
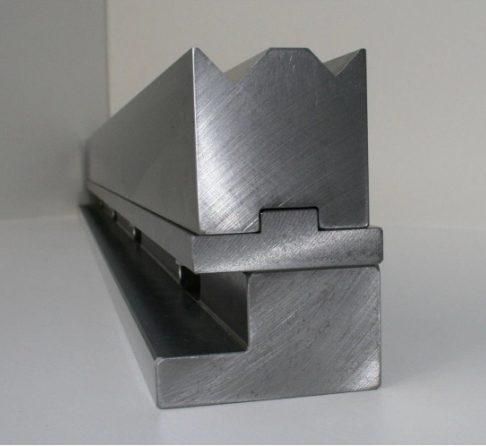
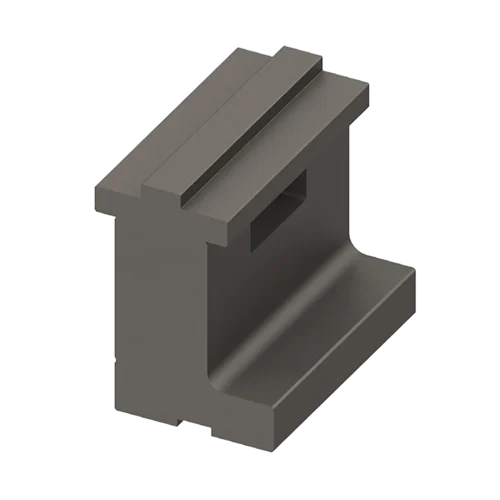
Название продукта: Матрица База для Гибочный инструмент
Гарантия: 2 года
HRC: 47°±2°
Материал: 42CrMo
Цвет: Металлик
Допуск: 0,02 мм
Минимальное количество для заказа: 1 комплект
Длина: 415mm/835mm
(Если у вас есть другие требования к длине, пожалуйста, свяжитесь с нами)
Свяжитесь с намиВ мире гибки металла внимание обычно приковано к пуансонам и матрицам. Однако именно нижняя оснастка (нижняя плита) является тем безупречным фундаментом, который обеспечивает точность, повторяемость и безопасность каждой операции. Это не просто опора для матрицы, а sophisticated-ный компонент, кардинально влияющий на производительность вашего цеха. В этом руководстве мы подробно рассмотрим, когда и зачем вам нужна нижняя плита, и как выбрать идеальную модель для ваших задач.
Использование нижней плиты — это не всегда обязательное условие, но в большинстве случаев — это признак профессионального подхода и залог высокого качества продукции. Вот ключевые ситуации, когда ее применение становится критически важным:
а) Повышение Безопасности и Стабильности:
Предотвращение Сдвига Матрицы: При работе с большими усилиями гибки, особенно на мощных прессах, стандартная матрица, установленная прямо на станину, может потенциально сместиться или даже выскочить. Нижняя плита надежно фиксирует матрицу по всей ее длине, распределяя нагрузку и полностью исключая риск опасного сдвига, защищая оператора и оборудование.
Сведение к Минимуму Риска Опрокидывания: При использовании сегментированных матриц для гибки коротких деталей или создания коробов существует риск их опрокидывания под давлением пуансона. Плита надежно удерживает все сегменты в строго вертикальном положении.
б) Обеспечение Максимальной Точности и Повторяемости:
Идеальное Выравнивание по Центру: Качественные плиты имеют предустановленные центрирующие marks-и или精密ные системы позиционирования. Это позволяет быстро и без ошибок выровнять матрицу точно по центру под пуансоном, что является залогом получения одинакового угла гиба по всей длине заготовки и отсутствия перекоса детали.
Компенсация Деформации Станины: Как и верхняя балка, станина пресса подвержена незначительной деформации (прогибу) под нагрузкой. Специальные плиты с системой компенсации прогиба помогают нивелировать этот эффект, обеспечивая равномерную глубину гиба по всей длине, что критично для работы с длинными листами.
в) Резкое Повышение Эффективности и Гибкости Производства:
Быстрая Смена Инструмента (БСИ): Это главное преимущество. Вместо того чтобы вручную перемещать тяжелые и громоздкие матрицы, вы устанавливаете их один раз в плиту. Последующая смена инструмента происходит в разы быстрее: вы просто извлекаете всю оснастку (плиту с закрепленной в ней матрицей) и устанавливаете новую. Это drastically сокращает время переналадки и увеличивает время чистой работы станка.
Универсальность и Организация: Вы можете заранее подготовить несколько плит с разными матрицами (под разные углы, радиусы, V-открытия). Это превращает процесс переналадки в простую и понятную процедуру, а также помогает поддерживать порядок и организацию на рабочем месте.
г) Защита Дорогостоящего Оборудования:
Предотвращение Износа Станины: Постоянная установка и смена матриц непосредственно на станине пресса приводит к постепенному износу и повреждению Т-образных пазов. Нижняя плита принимает на себя весь этот износ. Гораздо дешевле заменить изношенную плиту, чем ремонтировать или шлифовать станину гибочного пресса.
Выбор правильной плиты так же важен, как и выбор самого инструмента. Вот ключевые факторы, которые необходимо учитывать:
а) Тип и Модель Вашего Гибочного Пресса:
Длина: Плита должна соответствовать длине рабочей зоны вашего станка (например, 2200 мм, 3100 мм и т.д.).
Тоннаж: Конструкция плиты должна быть рассчитана на максимальное усилие гибки вашего пресса.
Конфигурация Пазов: Необходимо точно знать геометрию Т-образных пазов станины (размер, шаг) для обеспечения совместимости и надежного крепления.
б) Типы Нижних Плит по Конструкции:
Сплошные (Монолитные) Плиты: Классический и самый распространенный вариант. Представляют собой цельную балку из высокопрочной стали. Обеспечивают максимальную жесткость и устойчивость, идеальны для большинства стандартных операций гибки.
Плиты с Компенсацией Прогиба (усиленные): Инженерное решение для высокоточных работ и прессов большой мощности. Имеют специальную конструкцию (например, регулируемые опоры по длине), которая позволяет противодействовать естественному прогибу станины, гарантируя идеальную геометрию длинных деталей.
Секционные (Модульные) Плиты: Состоят из нескольких независимых секций. Обеспечивают unparalleled-ную гибкость для нестандартных задач, таких как гибка сложных профилей или коробов, где нужно освободить зону для уже согнутых стенок.
в) Материал и Производство:
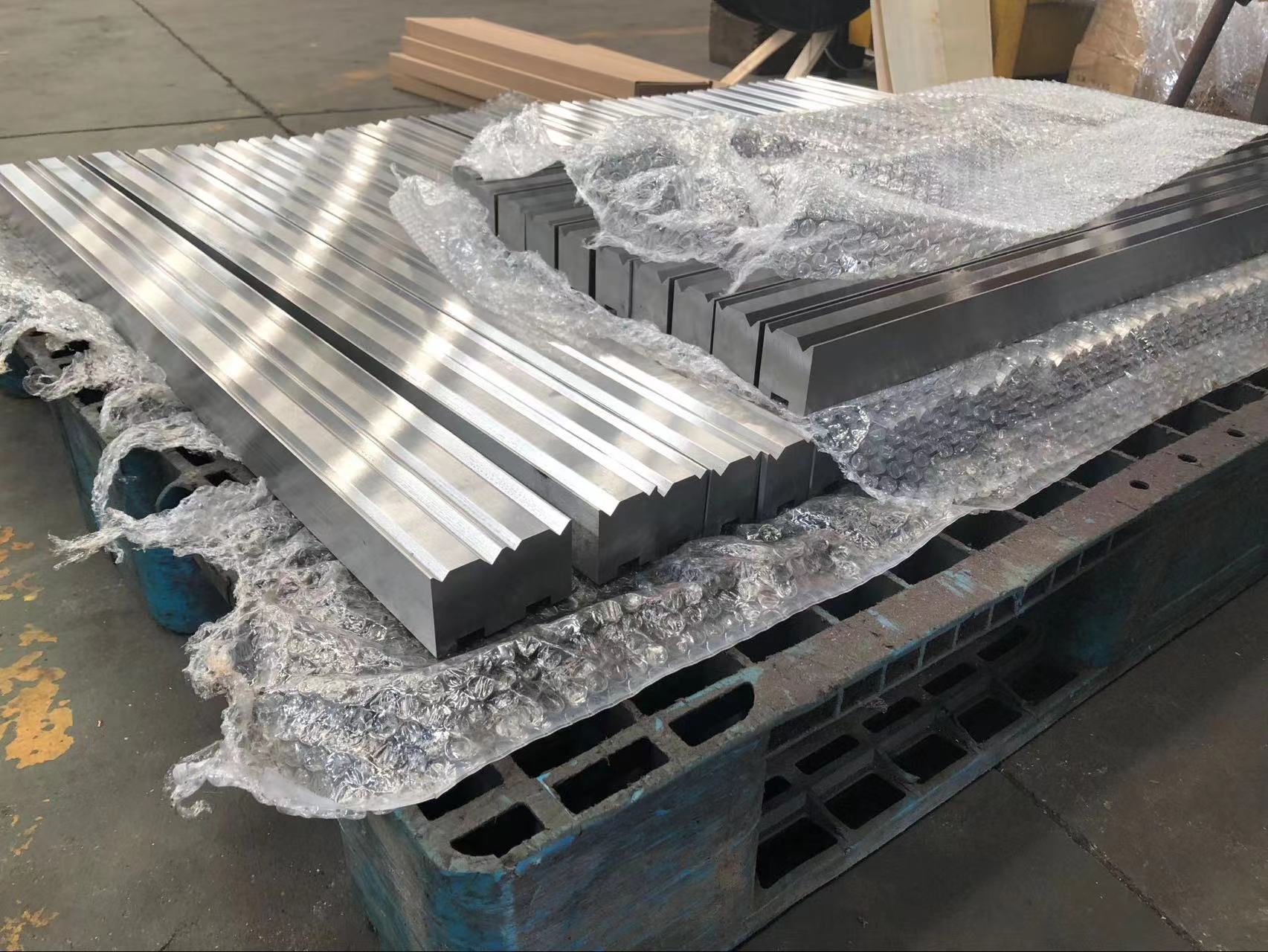
Высокопрочная Легированная Сталь: Основа долговечности. Наши плиты изготавливаются из специальных марок стали, прошедших строгий контроль качества.
Термическая Обработка: Для повышения прочности и устойчивости к постоянным ударным нагрузкам плиты подвергаются термообработке (закалке и отпуску).
Прецизионная Фрезеровка: Все посадочные поверхности и пазы обрабатываются на высокоточных станках с ЧПУ. Это гарантирует идеальную геометрию, параллельность и прямолинейность, что напрямую влияет на точность гиба.
г) Дополнительные Опции и Аксессуары:
Система Быстрой Смены Инструмента (БСИ): Совместимость с автоматическими или полуавтоматическими системами БСИ (например, на основе шариковых или кулачковых зажимов).
Лазерная Маркировка: Нанесенная лазером разметка (сетка, центровые marks-и) значительно ускоряет процесс настройки и центровки инструмента.
Защитное Покрытие: Для предотвращения коррозии и облегчения чистки может наноситься специальное защитное покрытие.
Нижняя оснастка для гибочного пресса (Нижняя оснастка для гибочного пресса), Нижняя плита (Нижняя плита), оснастка для гибки металла (оснастка для гибки металла), быстрая смена инструмента БСИ (быстрая смена инструмента БСИ), купить оснастку для гибочного пресса (купить оснастку для гибочного пресса), матрица для гибки (матрица для гибки), инструмент для гибочного пресса (инструмент для гибочного пресса), компенсация прогиба (компенсация прогиба), точная гибка (точная гибка), безопасность при гибке (безопасность при гибке), производитель оснастки для гибочных прессов (производитель оснастки для гибочных прессов).
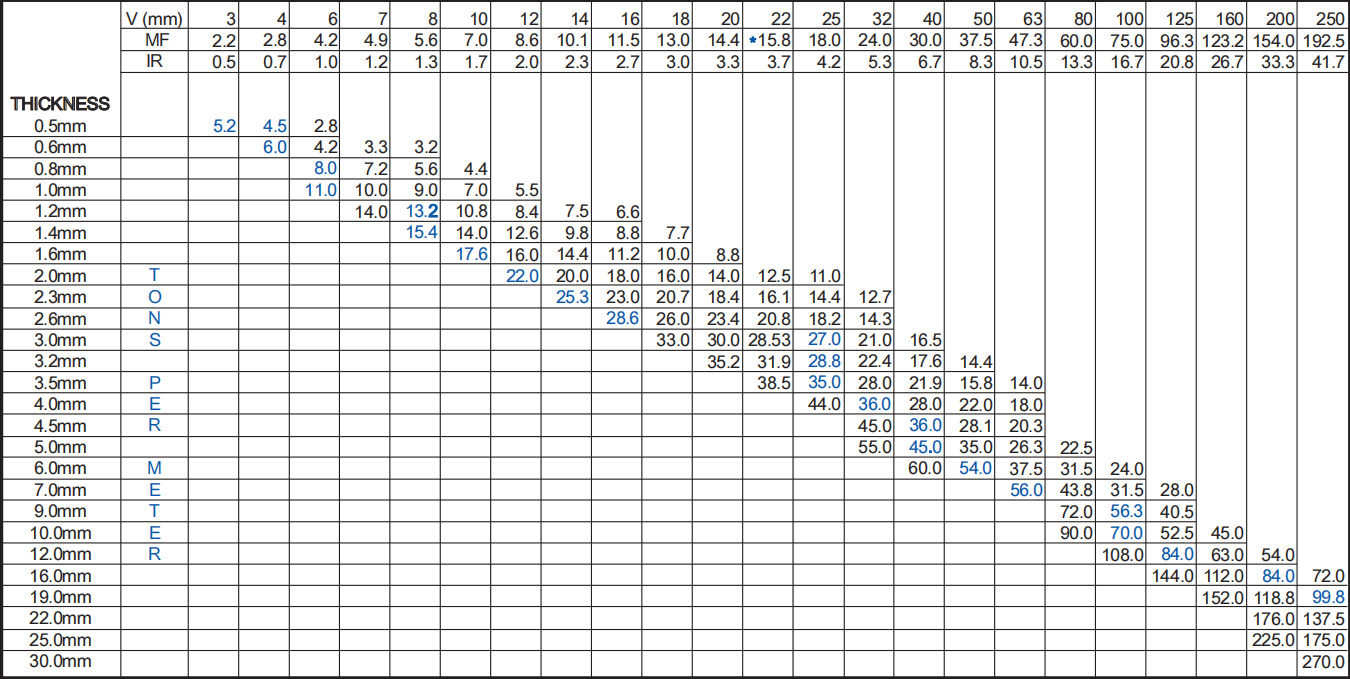
Recommended bottom tool opening V for air bending
| Material thickness “S” | 0.5-2.5mm | 3-8mm | 9-10mm | > 12mm |
| Bottom tool opening “V” | 6×t | 8×t | 10×t | 12×t |
| Aluminium | Rm=300N/mm2 | F=F( Гибочный стол /table)x0.65 | ||
| Mild steel | Rm=420N/mm2 | F=F( Гибочный стол/table)x0.65 | ||
| Stainless steel | Rm=700N/mm2 | F=F( Гибочный стол /table)x1.60 | ||
Determination of the bending force for air bending(reference data)
F=Rm*t2 /V×(1+4*t/V)
Conversion:Rm=tensile strength in N/mm2 10N≈1Kg 10kN≈1t
| Quantity(sets) | 1 | 2-100 | >100 | |
| Lead time (days) | 10 | 25 | To be negotiated | |
Требуемое усилие прессования при воздушной гибке на 90°, усилие в тоннах/метрах.
В таблицах ниже указан соответствующий тоннаж для воздушной гибки мягкой стали.
Усилие гибки для других металлов:
| Мягкий алюминий | Тонн на единицу длины x 50% |
| Алюминиевые сплавы термообработанные | Тонн на единицу длины x 100% |
| Нержавеющая сталь | Тонн на единицу длины x 150% |
| Material thickness “S” | 0.5-2.5mm | 3-8mm | 9-10mm | > 12mm |
| Bottom tool opening “V” | 6×t | 8×t | 10×t | 12×t |
| Aluminium | Rm=300N/mm2 | F=F( Гибочный стол /table)x0.65 | ||
| Mild steel | Rm=420N/mm2 | F=F( Гибочный стол/table)x0.65 | ||
| Stainless steel | Rm=700N/mm2 | F=F( Гибочный стол /table)x1.60 | ||
Determination of the bending force for air bending(reference data)
F=Rm*t2 /V×(1+4*t/V)
Conversion:Rm=tensile strength in N/mm2 10N≈1Kg 10kN≈1t
| Quantity(sets) | 1 | 2-100 | >100 |
| Lead time (days) | 10 | 25 | To be negotiated |
Заказ:
Минимальный заказ составляет 20,00 долл. США.
Специальные заказы:
Все специальные заказы не подлежат отмене, возврату и возмещению.
Условия оплаты:
Срок действия — 10 дней. Цены по каталогу могут быть изменены без предварительного уведомления.
Фрахт:
Заказы отправляются на условиях FOB с нашего производственного предприятия. (Международные перевозки осуществляются по правилам Инкотермс: Ex Works).
Отмена заказа:
В случае отмены заказа будет взиматься дополнительная плата для покрытия расходов на рабочую силу и материалы.
Возвращаемые материалы:
Ко всем продуктам, возвращаемым в счет погашения задолженности, будет применяться сбор за обработку/пополнение запасов. Номер разрешения на возврат и инструкции по доставке должны быть получены заранее, прежде чем товар можно будет вернуть.
Претензии:
Все претензии или претензии по нехватке продукта должны быть поданы в течение 30 дней с даты выставления счета.